Improving the repair of passenger cars with the development of device for painting body elements. Improving the process of maintenance and repair of equipment (Toro)
1. The main aspects of planning and analysis of production in repair and mechanical workshops
1.1 General characteristics of repair and mechanical workshops and the content of the work performed by them
The workshop is the organizational and technologically separable enterprise link, which performs a certain part of the production process, or manufacturing a plant manufacturing any kind of product. In accordance with the appointment of production processes performed by the workshops, the main, auxiliary and servicing farms differ.
The main objects include the basic production processes, i.e. related to the manufacture of products and production services that make up the program of the plant. The auxiliary includes instrumental, model, repair and mechanical, etc.; To serving farms warehouse, transportation, etc.
Thus, the mechanical workshop is an auxiliary workshop of which the main task of which is to maintain all equipment in working condition, timely repair and upgrade. The workshop is repaired by the main and auxiliary, lifting and transport and other equipment that the plant has.
In the operation of the repair shop, the maintenance (MOT) of the equipment should be in the first place, and repair on which cannot be viewed as an end in the second.
Forms for the organization of repair work
The form of repair work is of great importance for the existing production. All types of repairs with the exception of capital are performed at the installation site of the repaired equipment. For major repairs, the machine tool to 2.5 tons are transported to the repair and mechanical workshop, heavier are repaired in place. To reduce equipment downtime, an intermediate and overhaul is used by a nodal repairs method, in which the components from the equipment are removed and installed on it previously renovated from another similar equipment. The entire volume of repair work is distributed between the repair and mechanical workshop and the repair bases of production workshops. Depending on the type of production, the size of the plant and the nature of the equipment, centralized, decentralized and mixed forms of organization of repair work are used.
With a centralized form of repair work, all the work on the repair and modernization of equipment are performed only in the repair and mechanical workshop. Repair bases of workshops are performed only by work related to inspections and interrontal service. This form of the Organization is applied, at factories with small workshops mainly in small-scale production (in particular, the FSUE "Kalugaprybor"). With a decentralized form of organization of repair work, almost all work on the repair and modernization of equipment are carried out by repair bases of production workshops. In the repair and mechanical workshop, spare parts are made and produce overhaul of the most complex components and aggregates. This form of the organization is applied at factories with large workshops mainly in mass and large-scale types of production.
With the mixed form of the organization of repair work in the repair and mechanical workshop, overhaul, and the remaining types of repair are carried out by workshop repair bases. Such a form of repair is applied, at serial production factories and in heavy engineering.
Types of maintenance and repair are divided into the following:
Maintenance and repair (TOR) performed by the main mechanic repair personnel;
Maintenance performed by industrial personnel.
Types: Regulated (PTO), Daily (Ted), Periodic.
PTO includes:
Then 1 - maintenance of the first type;
Then 2 - maintenance of the second type;
Three - the maintenance of the third type.
At then 1, the ECM (monthly maintenance) should be carried out and additionally - control over the implementation of the rules for technical operation, checking safety devices, the correctness of the functioning of lubrication systems and mechanisms, whose fault can cause large breakdowns or premature wear of equipment.
That 2 provides for the performance of work 1, as well as checking and adjusting belt and chain gears, controls, control, driving screws and uterine nuts, fasteners, etc. With partial removal of housings and covers, checking the condition of working surfaces, smoothness of moving mechanisms.
Thus 3 provides for the execution of the work to 2, as well as more labor-intensive work with partial or complete disassembly of individual assembly units and the use of control and measuring instruments and instruments, replacement of lubrication and worn parts (assembly units), adjusting nodes and mechanisms.
Daily maintenance (TOF) is carried out by the repair and mechanical workshop at the requests of production personnel, replaceable locks and electricians in order to eliminate faults and causes that generate failures.
Periodic maintenance is divided into the following operations:
1) checking for accuracy as an independent operation;
2) Preservation (deconservation).
Types of repair
Repair can be planned (pr) and non-planned (HP).
Planned Repair (PR) - Repair, the formulation of which is carried out in accordance with the requirements of regulatory and technical documentation (technical conditions for the manufacture of equipment, the requirements of the industry). According to the composition and volume of work, three types of planned repairs are envisaged:
· Capital (cr);
· Medium (CP);
· Current (TR).
Overhaul is a repair performed to restore health and full or close to the full restoration of the product resource with a replacement or restoration of any parts, including the basic. With overhaul, complete disassembly of equipment, washing, defectation, replacement or restoration of all parts and nodes, equipment assembly, its integrated control check, test at idle and under load, painting, as well as checking condition and repair of the foundation.
Average repair is a repair performed to restore the health and partial restoration of the product resource with replacing or restoring the components of a limited nomenclature and the control of the technical condition of the component parts performed in the amount established in the regulatory and technical documentation.
With an average repair, a complete (up to 65%) disassembly of assembly units of equipment and partial remaining, defecting parts and components, overhaul of individual nodes, replacement or restoration of responsible worn parts, including basic, equipment assembly, its integrated regulation, check, test At idle and under load, painting, as well as checking the condition and repair of the foundation.
Current repairs - repairs performed to ensure or restore the product performance and consisting in replacing and (or) restoration of its individual parts. At the current repair, a partial disassembly of the equipment is made, a complete disassembly of some nodes, defectation, replacement or recovery of quickly wearless parts and nodes and the necessary assembly and adjustment works for this.
Non-planned repair (HP) - repair, production of products to which is carried out without prior appointment.
Emergency repair (AB) associated with a sudden stopping of equipment caused by defects of design or manufacturing, repair defects in violation of the rules of technical operation and safety requirements, is also not planned.
1.2 Essence and efficiency of the planning and preventive repair system (PPR) equipment
The essence of the planning and warning system
The main works on the repair of equipment at the Kalugapribor plant are manufactured according to the planned warning system, the main provisions of which are made from the "Unified system of planning and preventive repair and rational operation of technological equipment of machine-building enterprises".
With this system, the repair of machines is performed in a predetermined dates, after studying the machine of a certain number of hours, not expecting any breakdown. Of course, such a system does not exclude the need to repair a random nature, for example, an unexpected breakdown of the machine due to improper use of them or disadvantages made in manufacturing.
Daily maintenance is carried out during interruptions in the equipment or in a non-working shift.
Periodic maintenance is performed through the time intervals installed in the technical documentation.
Regulated maintenance is carried out with periodicity and in the volumes established by the sectoral system or operation manual for this equipment.
All types of work on planned (regulated), and repair is performed in a certain sequence, forming repeated cycles.
Repair cycle
The repair cycle (C p) is the smallest recurring time intervals or equipment operations during which it is performed: in a certain sequence in accordance with the requirements of the system, all established types of repair. Working equipment is determined by the number of hours of operational time of its operation. The repair cycle is completed with overhaul and is characterized by the structure and duration.
The structure of the repair cycle (with the C.R.) is a list and sequence of scheduled repairs in period 1 between overhauls or between the commissioning of equipment and the first overhaul.
The structure of the repair cycle is stipulated by the enterprise standards for each group of machine tools. For example, the structure of the repair cycle for metal-cutting machines of normal accuracy weighing up to 10 tons consisting of four current, one medium and overhaul, looks like this:
KR - TP 1 - TP 2 - CP - TP 3 - TP 4 - KR (1.1)
The duration of the repair cycle (T Ts.R.) is the number of hours of operational operation time of the equipment during which all planned repairs are performed in the cycle. The duration of the repair cycle does not include downtime equipment associated with the implementation of planned and non-planning repairs and then, as well as other organizational and technical reasons. The duration of the repair cycle is depicted by a dimension line between the designations of the capital repairs, which the cycle begins and completes. Above the dimensional line indicates the duration of the cycle in the spent clock.
The interremmer period (T MR) is the period of operational time of the equipment between two successively performed by the planned repairs. The duration of the frequency period is equal to the duration of the repair cycle divided by the number of planned repairs in the cycle, including overhaul.
The duration of the repair cycle and the interremmer period is defined for each plant in the plant and are reduced to the table as standard.
Maintenance cycle
Maintenance cycle (C.O.) is the smallest recurring time intervals or equipment operations, during which are performed in a certain sequence in accordance with the requirements of this system, all established types of scheduled regulated maintenance.
Working equipment is determined by the number of hours of operational time of its operation. The maintenance cycle is characterized by a structure and a duration of 1, then 2, then 3 form a maintenance cycle (C is then). Depending on the duration of the interrontal period, 1-8 cycles can be carried out between planned repairs.
The structure of the maintenance cycle (with C.T.) is a list of PTO species that are part of the cycle. Types that are performed by unrepair personnel (machine cars, cleaners), and such operations of periodic maintenance (PR, K) in the structure with the Ts.to. Do not include. In the industry system, the following maintenance cycle structure was conditionally adopted:
Pr -to 1 - then 1 - then 1 - then 2 -
Then 1 - then 1 - then 1 - then 2 - c ts (1.2)
Then 1 - then 1 - then 1 - then 3 -
Then 1 - then 1 - then 1 - then 2-...,
those. Maintenance cycle
With ts.to \u003d 9To 1 + 2To 2 + T0 3. (1.3)
The duration of the maintenance cycle (t ts.to.) in the spent hours of operational time of operation of the equipment is determined by the formula
where t mr is the duration of the frequency period, h.
T Ts.R. - duration of the repair cycle, h;
n c - the number of average repairs in the repair cycle;
n T - the number of current repairs in the repair cycle;
n O - number of cycles of regulated maintenance in the interremmer period.
The inter-operative service period (T) is the period of operational time of the equipment between two consistently made by the same names of TTO
Inter-execution periods of maintenance for carrying out 1, then 2 are determined by formulas:
where t c.to is the duration of the maintenance cycle, h.
The duration of repair cycles, frequency periods and the number of RTO cycles in the interrelation period for metal-cutting and foundry equipment operated under conditions other than the conditions specified in the tables are calculated as the product of their values \u200b\u200bgiven in the tables for correction coefficients.
where t c.r. - the estimated duration of the repair cycle, h.;
T Ts.R. - tabular value of the duration of the repair cycle, h.;
To O.M. - the coefficient of the material being processed;
K TS - the coefficient of the accuracy class of the machine (equipment of the accuracy classes P, B, A, C);
K.S. - the coefficient of category of the machine (by mass);
K in - the coefficient of age.
Numerical values \u200b\u200bof coefficients to S.M. , K.S. , K in, K TS Led in tables.
The interremmer period T of MR is calculated by the formula:
where - the number of average repairs in the repair cycle;
The number of current repairs in the repair cycle.
Then adjust the number of RTO cycles in the interrelation period by the formula:
round up to the nearest integer.
1.3 Technical preparation of a system of planning and warning repairs
Technical and material preparation of a system of planned-preventive repairs consists of design and technological preparation. Design preparation includes the preparation of albums of the drawings of parts, determination of the nomenclature and normalization (unification) of replaceable parts and assembly units.
Albums of drawings of equipment parts are used when planning, developing technology and manufacturing replaceable and spare parts, the establishment of repair dimensions, normalization and unification of replaceable parts and blanks for them, the introduction of replacement materials and upgrades of equipment.
The album of the drawings is drawn up for each hardware size, which contains a passport and schemes (kinematic, hydraulic, pneumatic, electric and lubricant), drawings of the general view of assembly units, replaceable parts, specification of rolling bearings, belts, normals, purchased parts and equipment, etc. . Drawings of parts should be compiled when disassembling the unit for planned repairs.
Details replaced with new equipment, are called replaceable. Normalization (unification) of replaceable parts makes it possible to reduce the number of their sizes and thereby reduce the costs associated with their manufacture.
Technological preparation lies in the preparation of typical assembly processes, disassembly of aggregates and the manufacture of the most labor-intensive and complex parts, as well as the compilation of a defective statement.
The defective statement is an executive technological statement and should be drawn up under capital repairs, as well as with an average repair with frequency of over one year. The preliminary defective statement is made 2-3 months before stopping the unit for repair to one of the planned inspections, and the final - when disassembling the unit for capital or medium repair technician or repairman.
Material preparation should ensure the creation of a constantly renewable reserve (park) of replaceable parts stored in storerooms. Such details are called spare.
The reserve includes details:
a) with a service life not exceeding the interrontal period;
b) spent in large quantities regardless of service life;
c) large, complex and time-consuming, requiring for their manufacture of complex and large forgings or castings;
d) manufactured on the side;
e) all replaceable details of a unique, particularly responsible or limiting production volume of equipment.
Details with a significant service life (1.5-2 years or more) are not stored in the pantry, but order in advance of the duration of the production cycle of their manufacture and repair and timing of repair.
The supply of purchased parts, assembly units and equipment consumed in large quantities is determined by analogy with the reserves of materials and purchased semi-finished products for the main production.
The storeroom stores the parts are fully processed, which can be installed without any finishes and fit, and in the pre-treated form, if they are installed during repair with finishing and fitting, or in the form of a blank, if the exact dimensions of the part are not known.
The regulatory supply of parts in storerooms in monetary terms is established by type of equipment per repair unit depending on the type of production. The reserve standards are given in the "Unified System of Planning and Warning Repairs".
The consumption of the material of the H-th size for all types of repair work per year is determined by the formula:
where is the consumption of the H-th type of material on the overhaul of the equipment for the repair unit for the year;
Coefficient that takes into account the consumption of material during inspections and interremary maintenance;
The amount of repair units of units subjected to capital, medium and low repairs, respectively during the year;
The coefficients characterizing the relationship between the amount of material consumed respectively with the average and capital, small and major repairs.
The values \u200b\u200bare set for each type of equipment and according to subgroups of material by the experimental statistical method based on the analysis of the actual consumption of materials on the repair of equipment at the factories.
For storage of spare parts and repair materials, the factory pantry is organized, subordinate OGM, and shop storerooms in large workshops. In the shop storeroom, spare parts are stored for aggregates available in this workshop or spent in this workshop in large quantities.
1.4 Planning equipment repair in the repair and mechanical workshop
Annual equipment repair plan is made up of the FEM plant with the participation of a workshop mechanic for each unit of equipment. Calendar repairs are determined on the basis of the data of the magazine accounting for the work of equipment and other materials about the unit, based on the actually worked hours for the period from the last repair and results of the annual technical inspection in October - November.
In the annual plan of repairs include inspections and planned repairs. A month in which the next repair should be made (inspection) according to the plan is determined by adding to the month of the previous repair of the length of the interremmer (inter-mode) period in months. The type of repair is established by the structure of the repair cycle, depending on the types of previous repairs.
The complexity of plumbing and machinery is found by multiplying the complexity of one repair unit according to the appropriate type of repair on the complexity category.
The PPR system provides for the establishment of equipment downtime. So, it is now adopted that when the repair brigade was working in one shift, a simple in working days on the repair unit should not exceed with a small repair of 0.25, average - 0.6 and capital - 1.0.
Acceleration of repair is achieved:
a) reducing the complexity of the maintenance work due to their greater mechanization, the use of progressive repair technology, preliminary preparation of replacement parts and assembly units and expansion of their nomenclature, simplifying the design of equipment (reducing repair complexity);
b) an increase in the number of workers in the brigade (expanding the front of the work) or the changeance of their work;
c) a greater specialization of repair locks, the best organization of labor and the workplace of repair brigades and uninterrupted ensuring them all necessary (drawings, materials, replaceable details, etc.).
The required number of workers to perform planned repairs S P.R. Determined by the formula:
where - the standards of time per 1 repair unit, subjectively by capital, medium and low repair;
F R - Annual Efficient Fund of Working Time of One Repair Worker, C / CH;
P in - the average percentage of the rules of repair workers.
Total number of equipment repair units.
The complexity of all repairs in each month according to the plan should be approximately the same so that there is no lack or surplus repair workers in some months.
The annual equipment repair plan is signed by the main mechanic of the plant, the head and mechanic of the workshop and is approved by the director of the plant.
Accounting for the implementation of the plan of repairs is carried out in the same plan schedule, at the bottom line, for each unit.
Based on the annual plan and its actual implementation for the previous months, as well as the number of hours actually worked as an aggregate since the last repair, the actual state of equipment identified during the inspection, and the availability of repairs and materials are repaired on each workshop, a monthly repair plan. The monthly equipment repair plan must be consistent with the main production plan. It is compiled by the OGM together with the mechanic of the workshop.
If the unit at the start of repair is a good or regular repairs can be replaced by another, smaller in volume, then the cancellation of this type of repair or replacement is made with the permission of the main mechanic of the plant. The inter-space period cannot be eliminated. Accounting and monitoring of execution of plans is carried out by the Planning and Production Bureau.
2. Analysis of the organization of existing production in the repair and mechanical workshop FSUE "Kalugaprybor"
2.1. Characteristics of the repair and mechanical workshop FSUE "Kalugaprybor"
The organizational structure of the repair and mechanical workshop at FSUE "Kalugapribor" has the following form:
Fig. 2.1. Production structure of the repair and mechanical workshop at FSUE "Kalugapribor"
The production structure of the workshop is the composition of its production sites, other intracouris units and the forms of their relationship.
The formation of the enterprise shops is mainly in two areas of specialization: according to the homogeneity of the technological processes performed by them (technological specialization) and by the nature of the products manufactured in them (subject and equitable specialization).
In technological specialization in the workshop, part of the technological process is performed, consisting of one or more operations with a very wide range of parts (products). At the same time, the workshop establishes mainly the same type of equipment. This form of specialization of workshops has its advantages and disadvantages. With a small variety of operations and equipment, technical guide is facilitated, and more wide opportunities for regulating equipment loading, the organization of exchange of experience are created. However, in the technological specialization of processing workshops, complex, elongated movement routes of labor items with them repeatedly return to the same goals. This violates the principle of direct accurate, it makes it difficult to coordinate the work of the workshops and leads to an increase in the production cycle.
In the workshops of the subject specialization, the corresponding step (partial process) of the manufacture of fixed parts relative to the narrow nomenclature is fully implemented. For these workshops, a variety of equipment and equipment are characterized, but the narrow nomenclature of the processed parts (nodes). Coordination of workshops in this case is much easier, since all processing operations are concentrated in one workshop. This leads to a stable repeatability of the process, simplifies the operational calendar planning, geographically brings the operations and individual stages of the process and, ultimately, reduces the production cycle.
One of the directions of improving the production structure of the enterprise is to replace the technological form of specialization of the subjects of the subject.
For this repair and mechanical workshop, a multi-consistent specialization is characteristic. It uses a variety of equipment and equipped. Types of work: mainly mechanical processing, fitting and repair work (assembly and other) recovery, welding. Accurate types of work performed in this workshop are described below.
The sections of the workshop technologically specialized and equipped with homogeneous equipment to perform individual operations. They are formed by groups of the same type machines.
The departments include:
Turning compartment;
Milling compartment;
Boring compartment;
Planing compartment;
Separation of green-circuit machines.
Supplies are compartments:
Sharp;
Instrumental and distribution pantry;
Storage facilities.
Structural link area is a workplace. The workplace is called part of the production area, equipped and equipped with technical means and devices, respectively, the nature of the work performed. The variety of work performed at workplaces is due to the nature and level of specialization of the workshop and the site. In the repair and mechanical workshop of FSUE "Kalugapribor" dominates the technological specialization of the workplace, i.e. Many details are performed within the technological features of the equipment. The workshop layout is presented in Appendix 1.
2.2 Determination of the volume of work performed in the repair and mechanical workshop of FSUE "Kalugapribor"
The system for determining the scope of work for the repair and mechanical workshop used on the FSUE "Kalugapribor"
Planning work for the repair shop is beginning with the accounting of the presence, movement and use of equipment in industrial workshops. Disposal and receipt are reflected in the financial statements.
To determine the need for the necessary types of repair, it is necessary to have time to have the data on the time actually spent machine from the moment of commissioning or from the last planning repairs (it is the component of the calendar repair time).
Calendar time shift T, equal to the enterprises of the industry of eight o'clock, consists of:
T R.O. - operational time of equipment;
T PZ - preparatory - final time;
T Mon - idle time to maintain or restore performance;
T P.O. - idle time for organizational and technical reasons.
Accounting for operational time can also be organized using equipment operating counters.
Equipment time meters, providing accurate results, are connected to each machine. A monthly OGM worker harvests "Vedomosti meter testimony", which record equipment, equipped with time meters, on workshops and plots. This method requires certain costs and in the enterprise "Kalugaprybor" is not used. Data on the operational time of the equipment is obtained from the normalization divisions of production workshops.
The main document that reflects the planning of repair work is a schedule (a schedule plan is drawn up with interregnation periods). The real equipment repair schedule is compiled only for a year. Six months before the start of the planned year across the entire range of equipment located at the Kalugapribor enterprise, it is possible to calculate the need for all types of repair. The following repairs are then carried out for each machine for the year in form 1 "Annual Plan for Repair Equipment on the Workshop", where the inventory number is indicated, the name of the equipment, model, the category of complexity, as well as replacement, type and date of the last repair, the type of repair operations for each month.
The entire amount of work is distributed over months depending on the type and duration of the repair of each unit of equipment.
Calculation of the monthly time consideration of work for the repair and mechanical workshop for 2009
The monthly labor capacity of the work (in hours) performed by the repair and mechanical workshop is determined as follows.
In a monthly plan of equipment repair, the workshop is installed:
1. Name and inventory equipment number;
2. Machine model;
4. Planning complexity of work in the norm-clock.
The mechanical part of the machines and machines in the general case consists of kinematic and hydraulic parts, the repair of which is respectively denoted by R. and
Hence,
For the unit of repair of the mechanical part, 0.09 time consuming of the overhaul of the machine 1K62 is taken.
The laboriousness of the mechanical repair work is calculated for each type of repair separately.
T km \u003d t k.Сles. + T K.stan. ; (2.2)
T cm \u003d T S.Sles. + T S.STA. ; (2.3)
T TM \u003d T T.Sles. + T T.Stan. ; (2.4)
where m km is the complexity of the overhaul of the mechanical part;
T cm - the complexity of the average repair of the mechanical part;
T TM - the complexity of the current repair of the mechanical part;
T K. Sles. - the complexity of the overhaul of the maintenance work;
T S.Sles. - the complexity of the middle repair of plumbing works;
T T. Sles. - the complexity of the current repair of plumbing works;
T K.stan. - labor intensity of the overhaul of machinery;
T S.stan. - the complexity of the average repair of machinery;
T.ANTAN. - labor intensity of the current repair of machinery.
Thus, the complexity of each type of repair, in turn, consists of the complexity of machine and labeling work. The complexity of plumbing and machine works is in the formulas:
where T K. Sles. - the norm of laboriousness of the major repairs of the unit of repair of the maintenance work;
t K.stan. - the norm of labor intensity of the overhaul of the unit of repair of machinery;
t S.Sles. - the standard of labor intensity of the average repair unit of the repair of plumbing works;
t S.STAN. - the norm of the complexity of the average repair unit of the renovation of machinery;
t T.Sles. - the norm of labor intensity of the current repair of the unit of repair of the maintenance work;
t T.Sc. - the norm of labor intensity of the current repair of the unit of repair of machinery;
(R m) K - the total repair of the mechanical part of the equipment undergoing overhaul;
(R M) C - the total repair of the mechanical part of the equipment undergoing medium repair;
(R M) T - the total repair of the mechanical part of the equipment undergoing the current repairs.
In this way,
where T RM is the total labor intensity (the total labor-intensity of the repair work of the mechanical part of the equipment);
0.1 - Coeffent, taking into account unexpected repairs.
In the "sectoral system of maintenance and repair of metalworking equipment", a table of complexity of planned repairs is given (see Appendix 2), according to which the time rate is determined by 1 EC in hours. The rate of time is taking into account the types of repair and work (plumbing or machine).
The laboriousness of maintenance is similar to the laboriousness of the repair, using the time standards per repair unit (see Appendix 3).
In the "sectoral maintenance and repair of metalworking equipment" a table of time standards in hours per repair unit (see Appendix 3) on which the rate of time is based on the dependence of the complexity of the repair from the receipt of spare parts from the side.
Calculation of the complexity of the work of the repair and mechanical workshop will be held by the example of July 2009. (July is selected as the most loaded month of the year) (see Table 2.1, Table 2.2, Table 2.3).
Table 2.1. Calculation of the complexity of the works of RMC
Formulas used:
T S.stan. \u003d (T s.stan. -t S.M.stan.) (R M) C; (2.7)
T S.Sles. \u003d (T S.Sles. -t S.M. Sles.) (R M) C; (2.8)
T K.stan. \u003d (T K.stan. -t k.Um.stan.) (R M) to; (2.9)
T K.Sles. \u003d (T K.Shesles. -t k.M. Sles.) (R M) to; (2.10)
T.ANTAN. \u003d (t T.stan. -t T. A.stan.) (R M) T; (2.11)
T T. Sles. \u003d (T T.Sles. -t T.D.Sles.) (R M) T; (2.12)
where t mind. - the amount of decrease in labor intensity, depending on the supply of spare parts from the side. Determined by the table (see Appendix 4).
The overall labor intensity of machinery during repair (T.).
T total. \u003d T S.STAN. + T K.stan. + T T.Sc. ; (2.13)
T total. Stan.osm. \u003d T O.STAN. ; (2.14)
T total. \u003d T total. + T total. (2.15)
Similarly for fitter work, except for the normative data obtained.
T total. Sles.osm. \u003d T O.Sles. 1,1; (2.16)
those. Thoughtfulness will increase by 10% due to work in different workshops (Table 2.2).
Table 2.2. Repairs
|
Name of aggregate |
Location of the machine |
Type of repair |
Total tremor, n-h. |
||||||
|
Crane beam |
|||||||||
|
Strogal |
|||||||||
|
Drilling |
|||||||||
|
Crane Stacker |
|||||||||
|
Milling |
|||||||||
|
Polishing |
|||||||||
|
Vertically drill |
|||||||||
|
Vertically drill |
|||||||||
|
Electroplated |
|||||||||
|
Edko-slip |
Due to the lack of delivery in the spare parts shop, for July 2009, their accounting coefficient, the overall labor intensity of repairs does not reduce and is equal to 1.
Table 2.3. Inspections
|
Name of aggregate |
Location of the machine |
Labor-intensity of plumbing works, n-h. |
Labor-intensity of machinery, n-h. |
Total laboriousness, n-h. |
||||
|
"Pioneer" |
||||||||
|
Lift |
||||||||
|
Lift |
Boiler room |
|||||||
|
"Pioneer" |
||||||||
|
Electroplated |
||||||||
|
Electroplated |
||||||||
|
Electroplated |
||||||||
|
Lift |
||||||||
|
Electroplated |
||||||||
|
Stacker |
||||||||
|
Stacker |
T total. Sles. \u003d 3065 n-h; T total. \u003d 1037 n-h; T total. \u003d 3065 + 1037 \u003d 4102 N-h.
The laboriousness of repair work for other months of the year is designed similarly (see Table 2.4). Based on this data, a total schedule for changing the complexity of repair work planned in the repair and mechanical workshop for 2009 is being built. Building is carried out taking into account possible rebuilding plans for months, i.e. From the most loaded months, a certain amount of major repairs was transferred to the previous month. This schedule has the following form:
Fig. 2.2. Chart complexity of planned repairs for 2009
Table 2.4.
|
Tobsch (hour) |
|
september |
|||||||
|
Tobsch (hour) |
3. Proposed measures to improve the organization of production and their economic efficiency
3.1 Building a calendar schedule for repair work
To fulfill all the repair and maintenance of equipment and other types of fixed assets, a rational organization and clearly planned work of the repair and mechanical workshop are needed. Thus, to optimize the manual and management of the organization of work, it is advisable to plan the duration of repair.
The planned duration of the repair of equipment depends on the complexity of the repair work, the repair complexity of the equipment, the number of repair brigade. Having this data you can build a calendar schedule for the duration of repairs. Such a schedule in this workshop, unfortunately, is not used. However, it is possible to more accurately determine the days of supplying equipment for repairs, the workload of the workers during the day, the possibility of expanding the work.
The chart of planned repairs shows that July is the most downloaded month of the year.
Building a calendar work schedule for the repair and mechanical workshop for July, it is necessary to start with the grouping of the necessary inspections on objects.
From 21 to 39 - nomenclature numbers of service objects.
Table 3.1. Grouping inspections on objects
|
BOILER ROOM |
||
|
Sales Bureau |
||
The total labor-intensity of inspection and maintenance in each workshop and the department is defined as the sum of the complexity of facilities for the maintenance of objects separately for machineries and locks. Examination can occur in a plan-free time from planned repairs. To build a calendar schedule for the repair of repairs, we will calculate the duration of repairs by the formula:
where T n is the planned duration of the repair unit, h.;
t- The standard of complexity corresponding to the type of repair of a unit of repair complexity;
R M - units of repair complexity;
H p - the number of repair brigade, people;
Round processing coefficient.
It is impossible to accurately determine the alternation of the work of the locks and machinery in the workshop in time, so inside the brigade it is necessary to independently determine the volume and time of individual types of work (plumbing and machinery).
Taking into account the calculated above the number of working and categories of the complexity of industrial repairs, there should be 16 people in the brigade. When building a calendar schedule, we take into account that the total time of work is divided into 16 employees of the brigade (of which 11 locksters, 5 staples).
Table 3.2. Calculation of the duration of planned repairs
|
Object number of repair |
equipment identification |
Location of equipment |
Planned repair duration |
|
|
Crane beam |
(88+202,4)/1,9516=9,07 |
|||
|
(66+151,8)/1,9516=6,8 |
||||
|
Strogal |
(297+683,1)/1,9516=30,1 |
|||
|
Drilling |
(55+126)/1,9516=5,6 |
|||
|
Crane Stacker |
(23,1+52,8)/1,9516=2,37 |
|||
|
Milling |
(100,1+288,8)/1,9516=12 |
|||
|
Polishing |
(33+75,9)/1,9516=3,4 |
|||
|
Vertically drilling |
(46,2+105,6)/1,9516=4,7 |
|||
|
Vertically drilling |
(42,35+96,8)/1,9516=4,3 |
|||
|
Electroplated |
(15,4+35,2)/1,9516=3,5 |
|||
|
Edko-slip |
(38,5+88)/1,9516=3,9 |
|||
|
Electroplated |
(4,4+8,8)/1,9516=0,4 |
|||
|
Electroplated |
(4,4+8,8)/1,9516=0,4 |
Based on the data obtained, we build a schedule, guided by the following principles:
1. To repair each machine, it is necessary to leave the time exceeding the duration of the planned repairs in case the need for repair with greater complexity than the regulatory one. This time is called backup time.
2. Each new machine begins to serve first the next shift or from its second half (this is necessary so that the worker sees the result of its work, and the area area is unnecessary not loaded).
3. If the planned calculations, the machine repair time ends among the shift, but does not exceed it half, then over the backup time takes the number of the remaining hours of this day.
4. If the machine repair time ends among the shift and exceeds it half, then for the backup time the remaining hours of the day and the first half of the next shift are taken.
5. If unexpected repair does not occur, this day is used for maintenance so that the workers are not idle.
Based on these principles, the calendar schedule for the duration of planned repairs was made for July 2009 (see Fig. 3.1).
So, according to the schedule, accurate dates of repair of certain machines and service days are visible. Free hours can be used for production in the workshop of various services.
Creating a calendar schedule for the repair of repairs, which will streamline the receipt of a specific type of equipment for repairs, will save the area of \u200b\u200bthe workshop from excessive workload, will allow employees to better focus in terms of work, which will relieve them from a sharp increase in work at the end of the month. With this schedule, you can more clearly design equipment loading in production compartments. Building this schedule for all twelve months will clearly reflect downtime during the year and will allow you to more rationally disseminate the repair by month, determine the most desired time of vacationing workers.
3.2 Organization of a complex repair brigade
Since the repair of all kinds, and sometimes interremotted service is made by the repair and mechanical workshop, the quality and quantitative composition of workers of the workshop, its organizational structure is of great importance.
In this paper, education is proposed in the workshop of a complex repair brigade, which will include workers of different professions performing a complex of technologically heterogeneous work covering all types of repair and maintenance of metalworking and other equipment. The feasibility of choosing this type of brigades is explained by the following factors:
Implementation of a complex of interrelated work requiring the simultaneous participation of a group of performers;
The inability to establish the constant volume and composition of work due to unforeseen repairs;
The number, professional and qualification composition of the brigade is established depending on the planned labor intensity and complexity of planned work on repair and maintenance.
In Chapter 2, the graduation work was determined by the determination of the necessary number of employees. Calculations have shown that even in the most downloaded month of 2009 - 5 machiners and 11 locksters should be occupied in repair and maintenance. They constitute a repair brigade.
Currently, 6 machineries and 15 locks, employed in repair and maintenance work in the workshop, which exceeds the required number of workers per 5 people (1 machine and 4 locksters). Therefore, it is recommended to reduce the number of workers of the smallest qualification discharge that does not correspond to the maintenance of equipment of the middle and high category of complexity or translating them into the repair shop bases of the main production shops.
To justify this proposal, a comparative calculation of wages for full and abbreviated composition was performed.
The wage fund is established as a product of planned labor intensity for the piece-old average value of one norm-hour, taking into account% of the premium. All types of work on the repair and maintenance of equipment are set by the norms of time in the norm-clock. These works are performed in accordance with the outfit plan, which is based on the monthly schedules of repair and maintenance schedules. The planned and paid document for the brigade is a monthly plan-outfit. In the monthly plan, the brigade is set:
Names and numbers of repaired and serviced equipment.
The amount of units of repair
Type of repair and average discharge of work;
Planned labor intensity in normal hours;
The amount of regulatory wages for the execution of works in rubles;
Scheduled time to perform work;
When filling out the plan-outfit, the average tariff discharge of work is established depending on their name and repair of equipment to be repaired in this month.
Table 3.3. Plan-outfit
For each employee, a monthly tariff earnings is determined in accordance with the clock workers and awarded discharge.
Table 3.4. Calculation of the monthly tariff earnings (ZP TAR.PovR.M.) for the full composition of workers' brigades
|
Zp tarpovr. , rub. |
|||||
|
For locksmiths: |
|||||
Table 3.5. Calculation of a monthly tariff earnings (ZP TAR.Povr.M.) for the abbreviated composition of workers' brigades
|
Time spent time (F fact. Sex.), H. |
Tariff rate (from hour. I), rub. |
Zp tarpovr. , rub. |
|||
|
For locksmiths: |
|||||
Workers salary consists of:
Monthly tariff earnings;
Piecework, accrued taking into account the distribution coefficient of the host;
Prizes accrued with the distribution coefficient of award.
The calculation is made in the following order:
CDC \u003d ZPR Prizht Tar.povr. , (3.2)
where PPC SD. - Strengthening brigade.
K R.PR. - The distribution coefficient of the piecework by the brigade.
The distribution coefficient of the brigadier premium is calculated (K R.P.):
Table 3.6. Payroll calculation for the full composition of workers' brigades
|
Zp tarpovr. , rub. |
Strengthening, rub. (K R.Pr. \u003d 0.1) |
Prize, rub. (K R.P. \u003d 0.33) |
Salary, rub |
||
|
For locksmiths: |
|||||
Table 3.7. Calculation of wages for abbreviated composition of workers' brigades
|
Zp tarpovr. , rub. |
Strengthening, rub. (K R.Pr. \u003d 0.35) |
Prize, rub. (K R.P. \u003d 0.4) |
Salary, rub |
||
|
For locksmiths: |
|||||
|
For machine tools: |
|||||
From these calculations it can be concluded that such a measure increases the wages of workers on average by 22.5%, which increases their material interest.
Another positive indicator may be the development of one worker:
where in 1 - the development of one worker with the full brigade;
In 2 - development per worker under the abbreviated composition of the brigade;
N 1, N 2 - the number of employees in the brigade;
T is the complexity of repair work.
Based on the previously produced calculations of the number of working and ITER workshops, the following organizational structure is proposed:
Fig. 3.2. New organizational structure of the repair and mechanical workshop at FSUE "Kalugaprybor"
Conclusion
To maintain equipment in a working condition, repair work, allowing to reduce the time of time to repair equipment on the FSUE "Kalugaprybor" There is a special repair shop that is one of the important sections of auxiliary production. The workshop is repaired by the main and auxiliary, lifting and transport and other equipment that the plant has. The main tasks of the repair and mechanical workshop are: carrying out interremary maintenance of equipment, timely repair and modernization.
The peculiarity of the repair workshop is the exceptionally large variety of processes used in the repair. Therefore, the introduction of new technologies on plants, non-specialized repairs, is difficult. This requires an increase in the organization of work in the repair shop and take into account the most rational and possible share of the share of receipt of spare parts for factory equipment from the side.
Of great importance, when calculating the number of employees, the selected method of organization of work (centralized, decentralized, mixed) has been found. The main difference of methods is to distribute work between the repair and mechanical workshop and shop repair bases, which reduces or increases the complexity.
First, it is proposed to form a complex repair brigade in the workshop, which will include workers from different professions performing a complex of technologically heterogeneous work covering all types of repair and maintenance of metalworking and other equipment. The main advantages of complex brigades are:
Similar documents
The concept and indicators of the quality assessment of services. Comprehensive analysis of the activities of the repair and construction company. Improving the quality of services by improving personnel qualifications, the organization of the control system for surrendering facilities and cleaning.
thesis, added 15.06.2012
Theoretical aspects, types, shapes and methods, development of production forms of production. Analysis of the production and economic activity of the enterprise, the structure of management and production. Events on improving the main production of the enterprise.
thesis, added 25.05.2010
Calculation of the production program, determining the type of production, the need for equipment, the number of main production workers. Managing the workshop and ways to improve the organization of ensuring production by vehicles.
coursework, added 02.03.2010
Characteristics and main results of OJSC "INPROTEKHSERVIS". Improving the planning of the organization's production organization due to an increase in production and creation of a new workshop for the production of geosynthetic materials.
course work, added 24.02.2014
Evaluation of the effectiveness and development of proposals for improving the production, organizational and management structures of the Organization on the example of JSC Agropromtrans. Improving the conflict management system in the agricultural organization.
examination, added 01/18/2015
Characteristics of species, forms and types of production organization. Distinctive features of the flow, partion and individual methods of organization of production. Features of the organization of production in the auxiliary and serving divisions of the enterprise.
abstract, added 06/16/2010
General provisions of the organization of streaming production methods. Development of the subject form of specialization of workshops. Potational production is a progressive form of organization of production processes. Characteristic signs of the organization of flow production.
examination, added 03.06.2008
Principles, forms, methods of organization of production. Calculation of the production program, the need for equipment, the area of \u200b\u200bthe workshop and the number of main production workers. Organization of repair, instrumental, warehouse, transportation.
coursework, added 02.03.2010
The economic essence of remuneration in a market economy, its form. Analysis of the wage system at the enterprise "Real" repair and transport company LLC. Implementation of proposals for the use of material methods for improving personnel motivation.
thesis, added 01.07.2014
Types of production organization: Essence, concept and comparative characteristics. Features and advantages of the serial type of the partion method of organization of production. The main directions of improving the economic efficiency of the organization of production.
We thank the editorial board of the journal "Saturn" NPO "Saturn" for providing this material.
Over the years, the existence of enterprises have developed a practice that the factory creates the head office of the main mechanic, and in the workshops there are independent services for the repair and maintenance of equipment. At the same time, the management of such services is carried out directly by the head of the workshop or its substituent and functionally the main mechanic. In the workshops, warehouses of spare parts for their equipment are organized, personnel are recruited for equipment repair, their own schedules of repairs are formed, which are performed by their own people. And so for many years, until the advanced equipment appeared, which is rather similar to the "wardrobe with wires" than the usual machine. And than such machines are more, the more difficult to serve them ...
New manufacturing technologies and quality requirements also required completely new types of equipment. Of course, it was possible to gain specialists on this equipment or point to learning in each workshop of workers. But they still need to find them!
And this is only one of the problems that I had to face the main mechanic service of ADC-Perm Motors. After all, with the beginning of preparation for the serial production of the engine PD-14, not only the number of equipment received, but also its complexity increased. New manufacturing technologies and quality requirements also required completely new types of equipment. Of course, it was possible to gain specialists on this equipment or point to learning in each workshop of workers. But they still need to find them!
At the same time, for the acquired equipment, you must still create your own fund repair details. And so in every workshop ... it became the problem of "number two" for the service of the main mechanic.
And he was aggravated by the fact that the workshops were almost no statistics on failure, downtime was not fixed, violated the records of available spare parts for equipment and no clear information, which will be required in the near future.
And in the context of production growth, every hour of equipment downtime was sensitive because of the repair. And the further, the harder it was to cope with the increase in the volume of the "work". And so continued until the existing system of service and repair equipment stopped cope.
It was necessary to build everything from scratch. These are the processes of equipment service planning, the creation of an operational connection with the main mechanic service when the machines are out of failure, the organization of the managed spare parts fund, the formation and restoration of the repair opportunities "on its own".
Analysis of the current state
An analysis of the organization of work on the maintenance of equipment inside shops showed its drawbacks. First, there are no certain rules, what work and in what volumes should be carried out within the workshop and when it is necessary to give the machine to the contracting organization. Secondly, the workshops are performed only by the works that can be at the current time depending on the availability of spare parts. Thirdly, as mentioned earlier, the work performed nowhere is not recorded, and the cases of repair can be revealed only in the event of the purchase of spare parts or with a fixed appeal to the contracting organization.
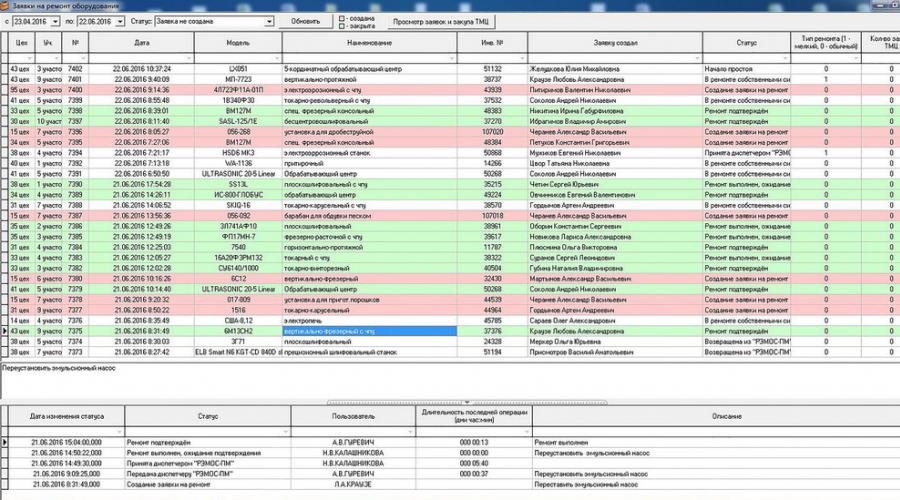
To build a system of alerting about the failure of the equipment, it was decided to refine the existing Arma "Application Repair Applications". Earlier, to inform the competent services, the manufacturing master it was necessary to find the mechanics of the workshop, then wait for employees of the mechanic service, bring the problem to the performers, to which, as a result, went up to several hours of shifts.
Statistics on the failure of the equipment and the causes of failures
At the moment, in the event of emergency or scheduled maintenance, the production master is enough to put a mark on the state of the equipment and then the whole process is already happening without his participation. At the same time, due to automation, it became possible to collect statistics on each occasion for each case, for what reasons one or another machine stops and already planning the necessary types of repairs for each unit of equipment.


Accounting for downtime and current equipment repair state
Optimization of existing resources
The main task of this phase was the assessment of existing resources for maintaining equipment in a working condition. In each workshop, an inventory of spare parts was organized and analysis was carried out. It is worth noting that at the same time the inventory was carried out on the organization of a single warehouse of spare parts. At that time, this made it possible to reduce the needs for amphibic details for machine tools. When all the information was collected, it turned out that most of the spare parts needed at this point were in the neighboring shops, and more often in the warehouses of the workshops "lay" details for machines that are already written off in this workshop.
An equally important task was to assess the existing personnel composition ...

Sorry, this material is available entirely to the participants in the community of production managers.
You can register and access exclusive analytical, methodological and translation materials published on the site.
Participation also gives a lot of additional features.
Yu.P. Kosinov, A.A. Romanov, Yu.V. Trofimov
(OJSC "TsKB Energoremont", OJSC "RAO UES of Russia" ")
1. Statement of objectives of improving the repair of objects
Electric power industry
The fundamental criteria for improving maintenance and repair must be responsible for the ending goals of energy production - ensuring the reliability of energy supply of consumers.
At the level of individual generating companies, final goals are differentiated accordingly. In this regard, a secondary group of end-benefit of energy production is manifested - ensuring the competitiveness of energy transmission.
All these goals are interrelated and constitute a base for the formation of tasks of improving the repair of electric power facilities without taking into account their state affiliation and socio-economic device.
To ensure the priority criteria for improving energy production, the desire to achieve higher indicators of the readiness of energy sources to carry out loads.
Such indicators in the area of \u200b\u200breliability theory are considered complex. Despite the well-known content of the above term, in the sphere of energy relations and consumers, such a thing is made to use as an indicator capable of influence the energy company's rating in the implementation of shares and other securities. Basically, such relationships are adopted in the countries of North America.
To ensure more landed criteria for improving energy production, the desire to achieve lower indicators of the repair component of tariffs for electrical and thermal energy should be attributed. The latter reduces the conditional constant component of the tariffs and also contributes to increasing the competitiveness of the power companies.
Indicated criteria for improving maintenance and repair, naturally, cannot be considered exhaustive, but on the basis of them it is possible to formulate some prerequisites for more specific tasks in the field of domestic energy production.
Since the beginning of the 90s, due to known circumstances, domestic electric power industry has joined the phase of reducing energy production. The emerged reserves in combination with the weakening of the functions of the command-administrative system led a number of negative manifestations. They expressed in increasing the duration of downtime of energy efficiency in various types of repairs, as well as in an unpredictable increase in maintenance costs and repair.
External prerequisites reduction in energy efficiency turned out to be significantly significant, but not dominant. The basis of negative processes was the economic and physical aspects of the aging of the equipment operated.
The negative trends arising in a timely manner were studied in a timely manner, and their consequences were largely overcome. The proposed project of improving the energy-repair production did not violate the existing system of existing state standards, regulatory documents of the State-Mountain Technical Supervision, the rules of technical operation and the rules for organizing the maintenance and repair of equipment, buildings and structures of power plants and networks. Its essence was to organize the transition from repair cycles in calendar calculation to the cycles of the same type, but take into account the previously achieved operations in the interrontal periods on specific types of basic equipment. Other conditions have been preserved unchanged, including the performance of capital and average repairs at the same time for all types of equipment equipment, which, naturally, did not contribute to reducing the cost of repair and downtime equipment.
As a result of the implementation of the developed project to improve the energy-repair production, a soft transition from a rigid system for regulating repair cycles to a system of repairs, taking into account the previously achieved occurrence within the frequency periods.
Despite the empirical approach to the assessment of interremmer resources, the first step was made to the study of informalized processes of technical diagnostics of power equipment of the TPP.
These developments were enshrined in the RD Steering Document 34.20.601-96 "Methodical instructions on improving the system of maintenance and repair of power units and power plants of thermal power plants based on the repair cycle with an appointed interrementary resource."
Under the "soft" transition to repairs with a designated interrontal resource, a certain decrease in the level of the previously practitioned administrative resource in the implementation of innovations should be understood. It was assumed that energy facilities should independently make decisions on the introduction of the proposed improvements. Here, the natural expectations of the nearest transition of the domestic electric power plant to market relations were reflected.
Despite those who were not justified so far, there were only partial implementation of the developed activities, generally managed to stabilize the performance of the TPP's readiness to carry loads. However, overcome the growth of maintenance costs and repair has not been possible.
A fundamental factor of the Command-Administrative System has been manifested here to a certain extent - planning costs from previously achieved indicators. Physical volumes have increased - costs increased. If additional physical volumes can be proved, the repair component of the tariffs of final products increases accordingly.
Additional to typical physical volumes of repairs are usually attributed to "Superdipov". They are characterized by a significantly large content of the materials used, spare parts and the necessary structural elements in the form of replaced wear units and are often dominant in the pricing of the repair component of tariffs.
In this regard, it is not always possible to establish sustainable correlations between temporary performance of equipment downtime in repairs and adequate costs.
At the same time, solving the tasks to stabilize the annual downtime of equipment in all types of repairs turned out to be quite transparent and correlated. An increase in the downtime of specific equipment or equipment groups was generally compensated for by an increase in the interrontal period, leading to a reduction in the share of equipment, annually delerated into capital and average repairs.
As a result, the indicators of the readiness of energy sources to load carrying out loads, regardless of the known data on increased repair costs and ensured the sustainable functioning of the electric power industry.
Subsequent studies have shown that only market relations in the field of energy production can create the necessary conditions for the desire to reduce the cost of maintenance and repair of electric power facilities.
The economic instrument of the next expectations should be competitive relations among the power companies, and the functional - the transition to maintenance repairs.
When developing a system for maintenance repairs, it should be borne in mind that the domestic electric power industry at the start stage has reliability indicators adequate to foreign analogues, and any innovations must be sufficiently investigated and justified in order not to defame their advantages.
It should also be paid to the fact that our electric power industry is functioning in a non-usual economic space. Prices for materials and products of mechanical engineering of the approach to world. Fuel prices are artificially understated under the conditions of the inside-density market in proportions reverse the world. Adjustable tariffs for electrical and thermal energy are a concentrate of economic inconsistencies. In such conditions, it is unlikely to count on the disclosure of any patterns affecting the change in the repair component of the cost of production.
In the current situation, it seems to be expedient to a greater extent to operate various kinds of physical quantities, quantitative and qualitative indicators, such as indicators of reliability, efficiency, etc.
2. Starting conditions for further improvement of repair
Services. Medium-term forecast changes of individual
Characteristics of the condition of the equipment of the TPP
Assessing the current state of heat energy in the field of repair economy, it can be noted that for 12 years (since 1987), the costs of repairs on the basis of the TPP have decreased by 24%, and the federal level of the federal level increased by 2%.
During the same period, the costs of repairs as a whole increased by the TPP increased by 27%, according to the power unit "AO-Energo" - by 23%, and in the Federal TPP of the federal level - by 73%.
At the same time, the number of hours of use of the installed capacity decreased 1.48 times.
For the period from 1999 to 2001, the specific costs of 1 kW of the repaired power of the Federal TPP of the federal level increased by 3.53 times.
These data indicate a disadvantage of economy
The efficiency of the use of motor vehicles depends on the perfection of the organization of the transport process and the properties of the vehicles to save under certain limits the parameters characterizing their ability to perform the required functions. During the operation of the car, its functional properties are gradually deteriorating due to wear, corrosion, damage to parts, material fatigue from which they are made, etc. There are various malfunctions in the car that reduce the efficiency of its use. To prevent the appearance of defects and the timely elimination, the car is maintained (COM) and repair.
Maintenance at the enterprise is made by the drivers themselves and, if necessary, locksmiths on that. An application for repairs is received by the Department of Author Repair Workshop (ARMS), which directs the locksters in a particular maintenance zone. With the current position, the enterprise constantly does not constitute the frequency of maintenance. Contrary to the requirements for the organization of maintenance in ADs there are no control inspections of cars that have been serviced by the service department. As a rule, cars are sent to concomitant repairs, because of which the cars are idle in the service area more of the prescribed time, thereby disturbing the rhythm of the repair production. Refueling, changing motor and transmission oils is carried out by primitive means, which contributes to the loss of valuable petroleum products, violation of sanitary standards, fire requirements, as well as labor protection requirements in general. In addition, such a labor organization prevents the normal collection of spent oils for their regeneration and reuse.
In the zone and repair box, natural and artificial lighting as well as the temperature regime is significantly lower than permissible norms. The absence of artificial ventilation leads to a strong gas tangent. This is also a violation of safety requirements. A small number of spare parts, leads to a long-term car repair. So, the weak organization of maintenance and repair of rolling stock appears primarily in the following: the absence of the time of time is the tright directly in the areas; insufficient level of mechanization; Failure to comply with certain safety requirements, in particular, insufficient illumination of industrial premises and the absence of artificial ventilation in the zone. Given the significant role of cars and taking into account the analysis of the enterprise's activities in ensuring sufficient operational reliability of the rolling stock should conclude the following. The existing organization of maintenance and current repairs of rolling stock requires improvement. Development of measures to improve the organization of the production and technical service of the enterprise are necessary.
Depending on the scope of the works, they are performed by a flow or a dead-end method. The organization is a dead-end method (on universal dead end posts), it is advisable for various duration of the stay of the car at each post. The disadvantages of this method include significant loss of time on the installation of the car per post and the congress from it, air pollution by waste gases during maneuvering and the need to use a large number of identical equipment.
The flowing method of the organization provides for the performance of work on specialized work posts in a specific sequence with a specified time of work. This method allows you to reduce the time loss on moving cars and the transition of workers from one post to another, as well as more economically use the area of \u200b\u200bthe production room. The disadvantage of the flow method is the complexity of changes in the scope of work in the workplace.
Car maintenance operations are performed in accordance with post-technological operating cards. They indicate the name of the operation, those. Terms and time standards for its execution, applied tool and equipment, specialty worker, post execution and number of service points. Posting technological cards are designed to perform work to control the adjustment and lubrication of the aggregate or node.
At the cars on the stream lines fill the map - the scheme of the arrangement of workers at posts. Map - The scheme contains information about the number of workers, the performance of the service line for the shift and data of post-technological maps.
The organization of production can be a brigade or brigay-precinct. Under the brigade form of the organization, the brigades perform work on all machine units within this type of service. Under the brigay-precinct form of the organization, all work on the maintenance of the respective aggregates is performed on separate production sites. Depending on the program of work, ATP establishes a different number of industrial sections of various purposes. With a small program of work ATP, it is possible to maintain several types of aggregates on one site.
In all ATP, plots or brigades can be combined to combine into production complexes in the following types of work: maintenance of machines and diagnose their technical condition; ongoing repair directly on cars; The current repair of aggregates, nodes and parts taken from cars.
The main directions for improving the repair base are:
Improving the system of planned-preventive repair, which will ensure a clear supervision and timely prevention of the work of the equipment, which in turn will increase its performance, will increase the interrontal periods.
Improving the technical preparation of repair, including the development of typical technological processes, as well as material support.
Determining the optimal replacement periods of worn parts depending on the degree of depreciation and the required repair costs.
Technological transport and workshop repair services should be as much as possible, equipped with modern equipment, allowing to use progressive technology, advanced forms of production organization, means of mechanization and automation of production processes.
Indicators of the repair team should be ensured by the correct distribution of works between members of the brigade.
To reduce car downtime, it would be necessary to use a nodal repairs method. The essence of the method is that the nodes and mechanisms requiring repair are removed and replaced with new or advanced renovated.
It is also necessary to improve lighting and temperature regime in repair boxes. Quite a faster supply of spare parts.
Analysis of repair management UP Polymerprom aims to identify achievements and disadvantages in this area, outline ways to eliminate shortcomings and measures to improve the PPR system at the factory.
The main directions of improvement of repair management Polymerprom are:
1. Organization of centralized specialized equipment repair. This condition is carried out in the presence of a service center of the equipment supplier, as more than 70% of foreign production equipment.
2. Organization of specialized production of spare parts for equipment. It seems possible in order to reduce the cost of manufacturing spare parts for equipment and improving their quality to search for a tender basis of the manufacturer (manufacturers) from the number of machine-tooling and repair enterprises, which are capable of making the nomenclature of parts necessary for repair.
3. Further improvement at the enterprise of a system of planning-preventive repair of equipment, which will ensure a clear supervision and timely prevention of the work of the equipment, which in turn will increase its productivity, will increase the frequency periods.
4. Improving technical preparation of repair, including the development of typical technological processes, as well as material support.
In view of the small size of the enterprise, the repair service of the Polymerprom also has a limited size. Therefore, it seems the right presence in the enterprise of the current centralized repair service that performs all functions for maintenance and repair of equipment.
In relation to employees of the repair service, a demonstrative wage system is applied. This form of remuneration is not effective enough. The most effective form of remuneration is a contractual form of remuneration with the establishment of premiums and premiums, depending on the availability of equipment for the fault of the repair service employee, as well as on the availability of claims to the work of equipment from the heads of the plots.
To improve the efficiency of the repair service, it is advisable to use the automated repair service system at the enterprise.
It is also necessary to widely use the guidelines and recommendations of the national nature, the development and supply of research and project organizations.
Automated repair management system is a functional management subsystem, when, with the appropriate organizational and administrative division, the main mechanic department is the main coordinating center and the necessary link in the integrated enterprise management system. The introduction of this subsystem makes it possible through the use of computer and mathematical methods to determine the optimal strategy for maintenance and repair equipment, the optimal concentration of work volumes and the concentration of equipment for the conditions of the specialized production of repair work.
With the help of an automated repair service management system, such an organization of the repair and maintenance of machine park enterprises should be created, in which the use of labor, material and financial resources would be optimal, and equipment downtime is minimal.
Based on the data surveys of the repair units, the economic and organizational model of repair manufacturing management is being developed, the unified forms of documents are drawn up, the scheme of document flow is being built and the model of information links is being developed, economic and mathematical methods and models for mechanization and automation of economic settlements are being developed, and the composition of technical means. The economic and organizational model is the basis of the maintenance subsystem being created, determines the principles of its functioning and organizational foundations of the management system, and also takes into account the need to widespread sensitive relationships, fulfill the principles of material incentives.
When designing an automated management system of the repair service, the development of an interconnected complex of work is necessary to resolve the main problems of repair production. This complex of work is focused on the creation of functional managers of subsystems and necessary for their functioning providing subsystems.
Functional subsystems are implementing management functions for organizational and technical preparation of repair production, forecasting and promising planning, feasibility and economic and operational planning, accounting, reporting and analysis of economic activities, as well as monitoring and regulating the work of repair units.
The subsystems that provide subsystems include the economic and organizational, information, mathematical and technical support subsystem. The main function of providing subsystems is the transformation of all information circulating between functional subsystems and production units to generate a control effect on the production units of the main mechanic service.
The development of an automated control system of the UE repair service "Polymerprom" should be carried out by specialized organizations with the involvement of the Customer's enterprise or the forces of enterprises in the presence of a sufficient number of specialists.
When designing the subsystem of an automated repair management system, you need to pay special attention to the following work:
1. Creation of automated accounting of equipment in plots and enterprise as a whole; use of the operation of production equipment in time and in power; accounting of downtime equipment in repair; failures and malfunctions of each unit of equipment and individual nodes, blocks, parts; The needs, availability and movement of spare parts for the operating fleet of equipment.
Automation of planned calculations in working on work on a planning and preventive system based on the use of modern computing equipment, applied mathematical methods and progressive standards for material and labor costs.
Organization of regulated equipment lubrication.
Determining the optimal deadlines for replacing worn equipment depending on the degree of depreciation and the necessary costs for repair service.
The success of the automated control system of the repair service depends on how fully the following stages of work: the development of general provisions; Pre-project (diagnostic) survey of the work of repair units; technical design; working design; The introduction of the subsystem.
Repair production is characterized by a number of specific features that impede the management process and the rational organization of structural components (repair units). Such features include, above all, the inhomogeneity of repair work.
The economic substantiation of the expediency of implementing an automated repair management system should be accompanied by a calculation of economic efficiency.
Repair and mechanical trains and workshop repair services should be most specialized, equipped with modern equipment, allowing to use progressive technology, advanced forms of production organization, means of mechanization and automation of production processes.
Indicators of repair teams are provided by the right distribution of works between members of the brigade, an effective organization of workplaces, the use of progressive methods for organizing repair and a clear organization of job service.
A significant reserve reduction costs for repair and downtime equipment in repair is the multiple use of parts.
The restoration of parts makes it possible to reduce the consumption of material and financial resources during the repair of parts up to 60-90%. The cost of restored parts is often 10-25% of the cost of the new part.
Conclusion
When performing repair work at industrial enterprises, it is necessary to strive for the maximum concentration of the same type of work at certain production sites of repair services. They must be created and equipped in full accordance with the tasks that are delivered to them, and the scope of work to be fulfilled.
The main directions of improving the repair service of the enterprise are:
Organization of centralized specialized equipment repair;
Organization of specialized production of spare parts for equipment;
Further improvement of the system planning and preventive repair of equipment;
Improving the technical preparation of repair, including the development of typical technological processes, as well as material support of repair work;
Improving planning, including compilation of schedules for repair work.
The organization of repair management at enterprises is improved in the following directions.
Enterprise repair services should be most specialized, to be equipped with modern or allowing the use of progressive technology, advanced forms of production organization, means of mechanization and automation of production processes.
The most efficient use of specialized repair brigades. At the same time, it is advisable to create and complex brigades that fulfill all the work on the technical care and repair of equipment on the production plot attached to the brigade.
The progressive repair methods primarily refers to the nodal. The essence of the method is that the nodes and mechanisms requiring repair are removed and replaced with new or advanced renovated. The use of this method allows to reduce to a minimum of equipment for repair, improve repair quality and reduce repair costs due to the possibility of the most rational organization of the repair of nodes and mechanisms.
Also a significant reserve reduction costs for repair and downtime equipment in repair is repeated use of parts.
List of references:
1. Bakanov M.I., Sherimet A.D. Theory of economic analysis. - M.: Finance and Statistics, 2011.
2. Latfullin, G.R. Organizing theory: Textbook for universities / G. R. Latfullin, A. V. Rychenko- SPb.: Peter, 2007.
3. Milner, B.Z. Organizing theory: Textbook / B. Z. Milner- M.: Infra-M, 2008.
4. Terchistnik, Mikhail Ivanovich Enterprise Economics: Tutorial for students of higher educational institutions, students in the specialty 080101 "Economic theory" (reg. Review number 404 dated 03.07.2009, MGUP) / M. I. Torchshnik; Baikal state. University of Economics and Law. - 2nd ed. - Moscow: Infra-M, 2010.
5. Sergeev I.V. Enterprise economy. - M.: Finance and Statistics, 2013.
6. Analysis of the economic activities of organizations: a training manual / under total. ed. D. A. Pankov, E. A. Golovkov. - 2nd ed., Act. - M.: New knowledge, 2013.
7. Organization of production at the enterprise (firm): studies. Manual / Ed.: O. I. Volkov, O. V. Devyatkina - M.: Infra-M, 2010.
8. Enterprise economy: studies. For universities by eco. specialist. / [IN. Ya. Gifinkel et al.]; Ed. V. Ya. Gorfinkel, V. A. Schwardar. - 4th ed. - Moscow: Uniti-Dana, 2014.
9. Enterprise economy (in schemes, tables, calculations): a training manual for students studying in the direction of 521600 "Economics" / V. K. Sklyarenko [and others]; Ed. V.K. Sklyarenko, V. M. Prudnikova. - Moscow: Infra-M, 2010.
10. Economics of the enterprise (firms): a textbook for students of higher educational institutions studying in economy. Specialties / [O. I. Volkov et al.]; Ed. O. I. Volkov, O. V. Devyatkina; Ros. ECON. Acad. them. G. V. Plekhanova. - 3rd ed., Pererab. and add. - Moscow: Infra-M, 2009.