Quality assurance methods for software. Product quality assurance methods vary Modern quality assurance methods
Read also
In recent years, machine-building enterprises increasingly need to create management systems that comply not with the fundamental standard ISO 9001, but with improved (modernized in accordance with the requirements of the time and the specifics of a particular industry) standards for quality management systems (for example, the standards of Gazprom, Russian Railways, etc.). P.).
Although the majority of Russian enterprises have long introduced and are operating quite successfully a system for the development and launching of products (SRPP), which corresponds to the national standards of the Russian Federation, many consumers today demand from suppliers to implement modern quality management systems focused on standards that take into account industry specifics (for example, an international standard ISO / TU 16949, AS 9100 and similar).
When implementing these standards, it is necessary to duplicate many of the existing and existing procedures at the enterprise that implement the requirements of the SRPP standards. There is no doubt that this leads to additional waste of all types of resources.
The task of reducing time, human and financial resources for the implementation of the requirements of international standards for methods and procedures for quality assurance using the experience of the current national standards of the Russian Federation is extremely urgent today.
Despite the seemingly obvious differences in the features of building production in the automotive industry and in other branches of mechanical engineering, a common characteristic is the widespread use of supplies of components to the main assembly plants by relatively small enterprises.
Such principles of organizing production are well developed at almost all automobile plants (both domestic and foreign), without exception, they are also used for oil and gas engineering - at plants producing complex technological systems: drilling rigs, complexes for the development of offshore fields, etc. Similar examples can be found in other industries as well.
Due to the fact that cars are a product of a much wider mass demand, it was in this industry that manufacturers had to pay special attention to the creation of such quality management systems that could correspond to modern principles of production organization and, moreover, could at the same time contribute to improving product quality. ... In addition, the automotive industry established its industry quality standards system much earlier than the need for it arose in other areas.
It is in this context that the work in the field of the formation of the quality management system, which is currently being carried out at the automotive enterprises, is of undoubted interest. It is more than likely that, taking into account minor adjustments, the results achieved on them can find application in any machine-building factories.
It is well known that in order to show the consumer how the company monitors the quality of its products and to guarantee this quality, manufacturers create quality management systems that meet the requirements of ISO 9001, ISO / TU 16949, apply the methods described there.
In Russia, there is now a tendency to move from national standards to the international standard ISO / TU 16949, which is applied to the automotive industry and organizations that produce the corresponding spare parts. Due to the fact that ISO / TU 16949 was issued simultaneously with the standard for quality management systems, it has a lot in common with the latter, but it also has its own characteristics, since ISO / TU 16949 was developed by the International Automotive Industry Task Force (IATF) and The Japan Automobile Manufacturers Association, a registered corporation (JAMA) with the support of Technical Committee ISO / TC 176, Quality management and quality assurance.
Major car manufacturers are already certifying or planning to certify their quality management systems in accordance with the international standard ISO / TU 16949, and require this from their suppliers. For example, representatives of the "Big Three" - DaimlerChrysler, General Motors, Ford, put forward such requirements to their suppliers.
It should be noted that the implementation of the ISO / TS 16949 standard requires the use of special methods of work organization - APQP (Advanced Product Quality Planning and Control Plan), PPAP (Production Part Approval Process) the approval of the production of automotive components), as well as the use of some quality assurance tools using statistical methods of analysis - FMEA (Method for potential failure mode and effects analysis - Method for analyzing the types and consequences of potential defects), MSA (Measurement systems analysis - Analysis measurement systems), SPC (Methods of statistical process control) and QSA (Management quality systems analysis).
The most serious difficulties at domestic enterprises are caused by the introduction of the APQP (Advanced Product Quality Planning) work organization method, in fact - the process of planning, development and preparation of the production of automotive components, which makes it possible to ensure absolutely all the requirements and expectations of the consumer already at the stage of production preparation, when there are basic opportunities Defect prevention, Difficulties arise due to the fact that this process affects almost all departments and all processes in the organization and must be implemented at all stages of the product life cycle - from planning the creation, design and development of an automotive component to its serial production.
In Russia, there is a system similar in purpose to APQP - a system for the development and launching of products (SRPP).
As you know, the SRPP is a complex of interrelated fundamental organizational, methodological and general technical state standards that establish the main provisions, rules and requirements that ensure the technical and organizational unity of the work performed at the stages of the product life cycle (LCP), including research and justification for the development of a product or project, in fact development, production, operation (application, storage) of products and repair (for repaired products), as well as interaction of interested parties.
The SRPP is interconnected with the standards of other general technical systems and sets of standards: the Unified System for Design Documentation (ESKD), the Unified System for Technological Documentation (ESTD), the Unified System for Software Documentation (ESPD), the State System for Ensuring the Uniformity of Measurements, and Technological Support for Product Creation.
Currently, many specialists of enterprises are concerned about the following problem - the enterprises have already implemented and are successfully operating a system for the development and launch of products in accordance with the national standards of the Russian Federation. But there comes a time when a consumer - a certain automaker - demands from its supplier the implementation of a quality management system according to the international standard ISO / TU 16949, including, of course, the introduction of the APQP method as an integral part of such a quality management system. Experts understand that they have to duplicate many processes already in progress, which is accompanied by additional irrational costs.
This situation is vividly discussed by experts who have encountered it. True, in most cases, experts only speculate about how interestingly the requirements of international organizations (the international task force of the automotive industry (IATF)) coincide with the requirements of our old, long-used national standards, which were developed back in the eighties and nineties of the last century.
So, there is a problem - how to implement the requirements of the ISO / TU 16949 standard at the lowest cost, including the APQP method, which is still exotic for us, at an enterprise with an implemented and successfully functioning SRPP.
The purpose of our study was to develop an algorithm for the development of international quality management systems at Russian enterprises, taking into account the specifics of the accumulated previous experience in the functioning of domestic systems and at the same time optimizing the costs of various resources: labor, financial, time, etc.
The author analyzed the degree of compatibility of the requirements of the ISO / TU 16949 standard and the APQP method with the requirements of the national standards of the SRPP. For this, matrices of compliance with the requirements of the above two systems were built, in which 45 lines meet the requirements of the SRPP, and 49 columns each correspond to the requirements of ISO / TU 16949 and APQP. Each element of the intersection of rows and columns was further analyzed by a combination of expert judgment and regression analysis methods.
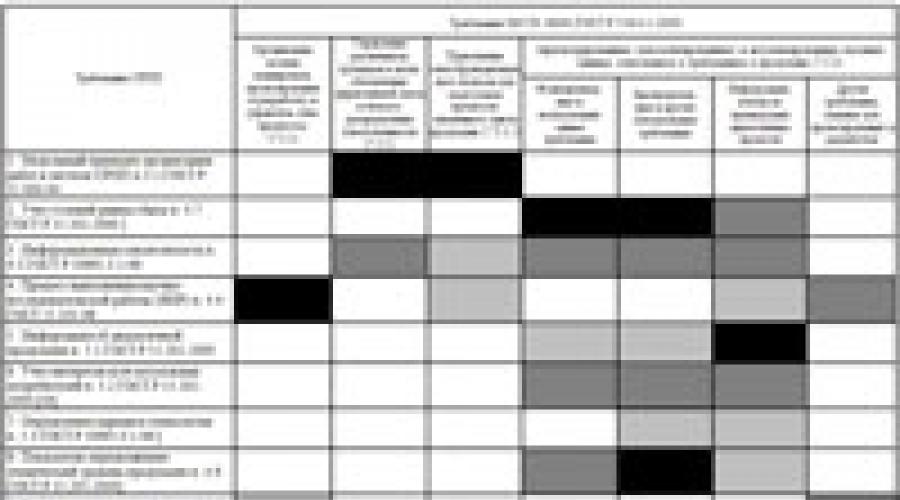
For a more accurate understanding of what was the degree of generalization of the requirements, how the APQP method requirements were classified into groups, and which requirements from the SRPP were considered for their compatibility with the requirements of the APQP process, we will consider a small part of the matrix in a more enlarged form. A fragment of the matrix is presented in table 2.
Table 2 - Fragment of the compatibility matrix of the requirements of SRPP and ISO / TU 16949

As a result of the analysis, it was revealed that in some cases there is compatibility (full or partial) of the requirements of ISO / TU 16949 and APQP with the requirements of the SRPP and vice versa. Therefore, further, a quantitative assessment of the degree of compatibility of the requirements of ISO / TU 16949 and the APQP-method was carried out, which showed that complete coincidence of requirements was found in 15% of cases, and partial coincidence of requirements - in 13% of cases. In addition, situations were identified where the requirements can serve as a basis for the implementation of international standards: the group of requirements ISO / TU 16949 and APQP does not directly coincide with the requirements of the SRPP, but if the latter are somehow supplemented, then full or partial coincidence will take place ... There were about 22% of such situations. Finally, the number of cases with a negligible match is 12%, and no match was found in 38% of cases.
For example, clause 5.2 of GOST R 15.201-2000 states the following: "It is recommended to take into account the interests of all possible consumers in the terms of reference." In turn, as input in the first stage of the APQP method, it is necessary to have “information from specific consumers”. The study found that there was a complete overlap of requirements.
Another example: in clause 4.6 of GOST R 15.201-2000 there is a requirement that a product developer, when carrying out research, development and technological work, should pay special attention to ensuring, in particular, the requirements for accounting for product indicators that determine it. technical level. The APQP process deals with the benchmarks of competitors' products / processes. In this case, it was recognized that there was an overlap of requirements. The situation is similar with such requirements as the mandatory technological development of products in accordance with clause 5.2.6 of GOST R 50995.3.1-96 and the need for a "product and process assumption" in accordance with the requirements of the APQP method.
Based on the results of this work, the following conclusion can be drawn - when implementing ISO / TU 16949 and the method of organizing APQP work at enterprises with an implemented and successfully functioning SRPP, it is possible to significantly reduce resource costs.
Cost reduction can be achieved due to the fact that those elements of the preproduction process control that are already implemented in the enterprise in accordance with the requirements of the SRPP standards do not need to be re-implemented if they are provided for in the application of ISO / TU 16949 and APQP. It will be enough to clarify the difference in terminology in the documentation of the enterprise. We all perfectly understand that such an approach can significantly save the time for the implementation of ISO / TU 16949 and the APQP method, and reduce the human and material resources required for implementation.
It should be noted that a rather superficial analysis of the current situation has been carried out. In particular, the requirements of the SRPP standards were divided into only 45 groups, the requirements of ISO / TU 16949 and the APQP method - into 49 groups, which is probably not enough for a full assessment of the compatibility of the requirements of ISO / TU 16949 and APQP with the requirements of the SRPP standards; It should also be noted that a scale of only 5 categories was used to assess the compatibility of requirements, which also only gives an approximate assessment of the compatibility of requirements.
It should also be noted that, depending on the specifics of the enterprise and the general direction of its activities, the procedure for implementing various requirements of both the SRPP standards and the requirements of ISO / TU 16949 and APQP may be different. But, at the same time, it should be borne in mind that some requirements may be interrelated and then there is an indisputable order of their implementation. This situation must be taken into account in the joint implementation of SRPP and ISO / TU 16949 standards.
Taking into account the above, a production organization scheme has been developed, which we called the "organizational model" (Figure 1). The organizational model allows you to determine the sequence of actions at the design stage, development and launching of products into production and during the production of products, identify and localize bottlenecks, take specific actions to eliminate them, distribute responsibility and authority within both the unit responsible for product release and throughout the organization.
Figure 1 - Organizational model "Production and service management"

The developed organizational model is applicable to any industrial enterprise. The organizational model can be used to determine the order of implementation and for the distribution of work when introducing modern methods of quality management at a machine-building enterprise that has an operating management system based on the implemented standards of the national system of the SRPP.
The analysis also did not take into account such a factor as some inaccuracies and conventions in the translation of the text describing the APQP method. In such a situation, it can be very difficult to take into account synonyms when setting out requirements - after all, some requirements may even completely coincide, but at the same time be expressed in completely different words.
The results of the analysis allow us to develop a specific algorithm for the implementation of the requirements of international standards, taking into account the PSPP system operating at enterprises, which can significantly reduce the time, human and financial resources and at the same time use the huge baggage left to us by our predecessors - Soviet engineers - the developers of national standards. This algorithm will be described in the next publication of the author.
Natalia V. VASHCHENKO- Head of the Department of Certification and Organization of Work, ANO Coordination Center "ATOMVOENCERT"
List of sources used
1 Kudryashov A.V. Round table. APQP: Problems and Implementation Experience // Quality Management Methods. - 2012. - No. 6.
2 Kershenbaum V.Ya., Vaschenko N.V. Methodology for assessing the compatibility of regulatory requirements of domestic and foreign practice in the construction of quality management systems // Quality management in the oil and gas complex. - 2013. - No. 1. - With. 17 - 21.
3 Vaschenko N.V. On the expediency of a documented procedure within the framework of the implementation of the requirements of the seventh section of ISO 9001: 2008 // Quality management in the oil and gas complex. - 2013. - No. 2. - With. 14 - 18.
Numerous statistics on quality indicate that the defectiveness of products is approximately 85-90% caused by human factors. Consider what reasons associated with the worker can affect non-compliance with technical documentation, up to and including defective products. Among them, one can note: low qualifications, short work experience, poor health, inattention when familiarizing with drawings, technologies or instructions, poor-quality preparation of the workplace.
It should be emphasized that the reasons for marriage can be associated not only with a person, but also with a tool, technological equipment, and tooling. This is true, but most often this happens not so much due to the shortcomings of the tool, equipment or tooling itself, but in connection with their careless sharpening, poor repairs or inaccurate manufacturing and assembly performed by workers. If you "get to the bottom" of the culprit of the defect, then in the overwhelming majority it will be a person who does not necessarily work at your company, but, possibly, at the supplier's company.
Where should you start to improve quality? Japanese experts advise starting with quality in the workplace. Moreover, they have developed a coherent quality improvement system in the workplace, which they call "5S" (Good Home Maintenance Practice). The name comes from five Japanese words starting with the letter "C": seiri (sorting), seiso (cleaning), seiton (organization), seiketsu (standardization), shitsuke (self-test). The Russian translation of these words gives, if not entirely clear, then quite sufficient idea of the approximate content of measures to improve quality in the workplace. If we briefly describe this system, then we can say that “before starting work, and even responsible, you need to understand the order at your workplace.”
Let's give a clearer content of each of the stages of the "5S" system. Before proceeding with its implementation, it is necessary to describe in detail, and if possible, then photograph the work area (or workplace) that needs to be reorganized. Comparison of the descriptions of work areas (places) before and after the transformation can have a favorable impression on the management, which activates the work in the enterprise for quality.
Stage 1. Sorting. Place things (or objects) that are used daily in one place. Items that are used once a week should be placed in another place, monthly - in a third, and those that are very rarely needed - in a fourth. Carry out this procedure for each area of the workplace. Then, from each storage location, select and leave one copy of each type of item, and transfer the rest to the cabinet for storing spare parts.
Stage 2. Cleaning. Clean all work surfaces before placing anything on them again. Make sure there are suitable containers for collecting waste near the work area. Place all spare parts in a common warehouse. Make a list of items returned to the warehouse in order to be able to report them to the workshop management. Organize and put all the necessary documents in one place and clean all the tools. Establish standards (norms) for cleanliness that must be observed by each worker.
Stage 3. Organization. Arrange all papers and folders neatly. Items that are used on a daily basis should be at hand for the worker. Items used once a week can be positioned at a distance of one step, and items used once a month at a distance of 2-3 steps. Everything else can be located a few steps from the workplace. It is necessary to clearly define the place of each item.
Stage 4. Standardization. Familiarize all employees associated with this workplace with the cleanliness standards and post photographs of the “correct” standard setting. Where appropriate, provide equipment and tools with transparent dust covers. If these covers are opaque, workers are likely to store non-workspace items underneath.
Stage 5. Self-test. After about a month, carefully examine the condition of the workplace in order to see if it can be improved. If you find extra items, send them to the general warehouse. Review the purity standards and revise them if necessary. Repeat this step after a month.
You can also recommend additional measures to maintain order in the workplace. So, for example, you can create movable boards with tools for specific jobs, or draw the outlines of tools on the boards so that it is immediately clear which tool is missing.
Japanese researchers believe that if company managers cannot implement 5S, then they cannot effectively manage. Conversely, if you can master the system, it means that you can just as successfully implement other, more complex systems. The reason for this conclusion is that the "5S" system does not require any special staff of managers for its implementation and will not become effective until all staff are involved in it and begin to think about the success of this system. But if the 5S system has already been implemented, then we can assume that other systems are almost half mastered (in terms of staff readiness to implement changes).
Since the mid-80s. XX century in Japanese firms, the 5S system has been central to management thinking and philosophy. The management of the companies has come to the opinion everywhere that this system is the key method of management in any, even the most high-tech area of activity.
In recent years, the 5S system has become widely known at Russian enterprises. From the domestic practice of introducing this system, the following conclusions can be drawn:
- - it is applicable and can be successfully implemented at domestic enterprises and organizations of various forms of ownership if the leadership is interested in this;
- - the content of the principles of the system and the technology of its implementation require significant adaptation to the peculiarities of the domestic economy, methods of organizing production and the mentality of personnel;
- - the possibility of successful implementation of the system directly depends on the socio-economic conditions of work in the workplace, i.e. the level and regularity of payment of wages, systematic and rhythmic workload of production, compliance by the administration with at least basic requirements for safe working conditions.
Attempts have been made to modernize this system, taking into account the principles of the scientific organization of labor and the practice of improving quality. The new system, which incorporated the elements of the "5S" system and adapted to the domestic conditions of production, was named "Ordering" (Table 2.4). The basic principles of this system are as follows:
- - remove all unnecessary;
- - regularly carry out a thorough cleaning and check the serviceability of equipment and inventory;
- - to place everything in the workplace in the most convenient way;
- - develop standards (rules) for storage, use, cleaning and inspection;
- - constantly and consciously follow the accepted rules.
Table 2.4
Comparison of the principles of systems "5S" and "Ordering"
1. Participation of the whole team. Just as it is impossible to "boil water in one corner of the pool", so this system cannot be effectively implemented in one workplace or in one department at the behest of one person. The new system requires the determination and coherence of the entire team.
Each rule of the system that needs to be fulfilled is not difficult in itself. The difficulty is not to stop doing it. This requires persistence and collaboration, which in turn creates a sense of belonging to a team and improves the corporate climate.
2. Ease of learning - seeming. At first glance, the principles of the "Sequencing" system seem so clear and easy to implement. But why is it so difficult to implement them?
The seeming ease of implementation of these principles is due to the fact that employees do not fully understand what the “Ordering” system is. This is not a one-time general cleaning, not moving a tool from one place to another, but a fundamentally new style of attitude towards the working environment, its organization and safety, a style of constantly maintaining a highly organized, clean workspace.
3. From corrections to prevention. You can often observe how much time managers spend on fixing what was done wrong or not in time. They react to trouble after the fact. But when we get acquainted with the problems, it becomes clear that the causes of many of them are often very simple things.
Timely noticed irregularities in the operation of equipment, identified malfunctions of equipment or inventory can prevent large losses and accidents. Even any "little things" in an unfavorable set of circumstances can bring big troubles.
- 4. From results management - to process control. Very often, managers tend to see only the results of activities and to judge the effectiveness of their work. When implementing the “Ordering” system, it is necessary to learn to see the reasons leading to certain results, to see the whole process as a whole, its strengths and weaknesses.
- 5. Emphasis on meeting basic requirements. The staff must get used to the constant fulfillment of basic requirements. For example, checking the presence of all inscriptions and labels on important items or objects.
- 6. Strengthening the responsibility of each employee for the results of their work. Mr. Ford once said that "even the most stupid worker can find a hundred ways to deceive the most qualified foreman." This confirms that only the factor of personal responsibility of the worker and his interest in work can play a large positive role in production, and not constant regulation of work and strict control. An atmosphere is needed where people help each other and everyone tries to do the job well.
- 7. Understanding the instructions and following their requirements. Very often, instructions and requirements are not followed, not because employees neglect them, but because they either do not know or do not fully understand the essence of the requirements or recommendations they contain.
The “Ordering” system allows employees to independently develop specific rules and instructions in relation to their workplaces.
8. Gradual (step by step) approach. Obviously, the "Streamlining" system, focused primarily on changing the behavioral stereotypes of workers, cannot be implemented quickly and immediately after the start of its implementation, and bring tangible results. The new system is the first step towards a long-term recovery program for the enterprise.
The system implementation technology assumes a methodical, gradual, step-by-step mastering of its principles, assessment and consolidation of the results of each step.
9. System "Ordering» - this is the hard way. The new system, like the Japanese 5S, operates according to the principle: "Actions speak louder than words." Any big work begins with a small thing, with a gradual understanding of the essence of the problem, with errors and corrections. You should never refuse help, advice, support from colleagues and engineering staff. Real progress, gradual, even in small steps, is much more useful than global discussions about a large project that can turn the structure of production at a given workplace.
The above methodological approaches do not so much reveal the content and technology of implementation of the principles of the "Ordering" system, but explain the obstacles, difficulties and difficulties that will be encountered on the way of implementing both this system and the "5S" system.
If for a Japanese employee, the confidence of the company's management that the introduction of the 5S system will be of great benefit not only to the company, but also to the employee himself is quite enough, so that long-term motivation to implement the elements of this system in practice is carried out, then for an employee of a Russian company this is clearly not enough ... Effective mechanisms are needed that would stimulate the improvement of jobs and improve the quality of products and work at each workplace. As always, at Russian enterprises, everything related to improvement and rationalization, including jobs, practically rests not on the system, not on effective incentives, but solely on personal initiative. Such a serious matter as the implementation of 5S or Streamlining systems cannot be blamed on factory enthusiasts alone.
There is an opinion that if all the work could be done "in an emergency", then Russia would have no competitors here, while the work associated with the daily painstaking work to restore order and cleanliness does not correspond to our mentality. Hence the need for a verbose explanation using methodological approaches how to perform essentially a fairly simple work, which are the principles of the "Ordering" system.
If we want to live in a civilized manner, as, for example, in Japan or Europe, then the new managers must inspire the workers that the quality of work does not depend on the mentality of the nation, but on the ability and desire to comply with all the requirements recorded both in the technical specifications for products and in the international standards ISO 9000. And not only to instill, but also organizationally and materially ensure the implementation of the necessary standards.
As a result of studying the material in this chapter, the student must:
know
- seven product quality control tools;
- statistical methods of product quality control;
- functional cost analysis;
- modern quality management technologies (six sigma concept, QFD method, etc.);
be able to
- build a causal Ishikawa diagram and a Pareto diagram in order to manage the quality of goods and services;
- apply the QFD method in order to track customer requirements at all stages of the product life cycle;
- apply functional and cost analysis in order to achieve the necessary consumer properties of a product (service) with minimal costs for their provision;
own
- skills in the use of seven tools for quality control of goods entering the trade;
- statistical methods for managing the quality of goods entering the trade.
Significance and classification of methods
As noted above, in Ch. 2, one of the principles of SM K is that the basis for making a decision should be only facts, not intuition. One of the reasons for quality management errors is that facts are confused with subjective judgments. To prevent errors, the process of searching for facts should be organized, i.e. statistical material.
Mathematical statistics, which includes a huge number of different methods, deals with the collection, processing and analysis of results. Japanese scientists (primarily Professor K. Ishikawa) chose from this set seven essential quality control tools(fig. 4.1). Quality circles played an important role in mastering statistical methods in Japan.
Rice. 4.1.
With the growth of production volumes during serial and mass production of products, the consumer (as a legal entity) and the manufacturer himself needed information about the real quality of the products being produced and purchased. However, due to the large volume of manufactured batches of products, it was difficult to carry out complete quality control, and its reliability was low. In order to reduce labor intensity and increase reliability, they began to use statistical methods of sampling quality control. Their meaning is extremely simple: having studied a small part of the products (sample), you can make reliable conclusions about the quality of the entire batch.
In the late 1970s and early 1980s. The Alliance of Japanese Scientists and Engineers has developed a more sophisticated set of quality control tools. These tools were based both on the methods of mathematical statistics and on the methods of other sciences: operational analysis, optimization theory, etc. As more subtle tools, they were addressed to the engineering staff. These methods are called quality management tools. This tutorial covers some of the quality management tools: the program "Six sieves", quality function deployment technology, functional cost analysis.
Three groups of methods are described below:
- 1) basic quality control tools;
- 2) statistical methods of sampling quality control;
- 3) quality management tools.
Basic quality control tools
The main quality control tools are methods of statistical analysis of conditions and factors affecting product quality. Statistical analysis includes an analysis of the types and causes of marriage, an analysis of the influence of individual factors of the technological process on quality indicators. In the analysis, it is recommended to use special graphical methods (sometimes called descriptive statistics) to visualize the quality data. These methods include seven quality control tools (see Figure 4.1).
Checklist (sheet)- a tool for collecting and organizing data to facilitate the further use of the collected information.
In fig. 4.1 it is not by chance that the control sheet is located in the center, surrounded by the other 6 instruments. It plays a special role, because the execution of any task for quality analysis begins with the collection of initial data.
A checklist is a paper form on which controlled types of defects are pre-printed (in our case, using the example of defects in decorating ceramic products), according to which the frequency of their occurrence is indicated in the form of simple symbols.
The number of different leaflets in an enterprise is counted in hundreds, and for each specific purpose, in essence, its own leaflet can be developed. But the principle of their design remains unchanged: the form of the sheet should be simple and understandable (without additional explanations); it is necessary to indicate who collected the data, at what stage and for how long.

It is obvious that the quality of products is the main indicator of the activity of any enterprise. To maintain the competitiveness of goods and services, the development of a food safety management system, a variety of, mostly economic and mathematical, are used today. For example, dynamic, linear and nonlinear programming, simulation modeling, experiment planning, queuing theory and game theory, functional value analysis, the Taguchi method, and the quality structuring method.
Leave a request for a free consultation
Quality Function Deployment (QFD)). It is a systematic approach to customer requirements identification that helps an enterprise understand and integrate requirement identification into specific service delivery plans. Unlike other methods, QFD is a quality assurance method that assumes satisfaction of the customer's needs in the construction of curly matrices, later called “quality houses”, within which information about the quality of the service and the decisions made is recorded. This method is a technology for the design of products and processes that allows converting the wishes of the consumer into technical requirements for products and the parameters of their production processes. The QFD method is an expert method that uses a tabular way of presenting data, and with a specific form of tables, which are called "quality houses". The main idea of QFD technology is to understand that there is a big difference between the consumer properties ("actual quality indicators") and the product parameters set in the standards ("auxiliary quality indicators"). Ancillary measures of quality are important to the manufacturer, but not always essential to the consumer. The ideal case would be when a manufacturer could control the quality of products directly from actual indicators, but this is usually impossible, so he uses auxiliary indicators.
QFD technology is a sequence of actions by a manufacturer to transform the actual quality indicators of a product into technical requirements for products, processes and equipment. The main tool of QFD technology is a special table called "quality house". This table displays the relationship between actual quality indicators (consumer properties) and auxiliary indicators (technical requirements):
Application of the QFD method allows you to take into account the requirements of the consumer at all stages of production of finished products, for all elements of the organization's quality system and, thus, increase the degree of customer satisfaction, reduce the cost of design and preparation of products for production.
FSA method is a technology for analyzing the costs of a product performing its functions; FSA is carried out for existing products and processes in order to reduce costs, as well as for products under development in order to reduce their cost. The FSA method has been actively used in industry since the 60s, primarily in the United States. Its use made it possible to reduce the cost of many types of products without reducing its quality and to optimize manufacturing costs. FSA is now one of the most popular types of product and process analysis. FSA is one of the methods of functional analysis of technical objects and systems; this group of methods includes FFA (functional physical analysis) and FMEA analysis. When carrying out a functional cost analysis, the functions of the elements of a technical object or system are determined and the costs of the implementation of these functions are assessed in order to reduce these costs. The FSA includes the following main stages:
1. Consecutive construction of models of the FSA object (component, structural, functional); models are usually built in tabular (matrix) form; 2. Research of models and development of proposals for improving the object of analysis.
Ishikawa diagram(causal diagram, "fish skeleton") - a quality tool that serves to visualize the cause and effect relationships between the object of analysis and the factors influencing it.
The influencer or problem is located at the end of the horizontal arrow as shown; possible causes will be displayed as labeled arrows included in the root cause arrow. Each arrow may have other arrows, displaying fundamental causes or factors included in it, the priority of which decreases with distance from the main arrow.

Pareto analysis- can be used to analyze ideas from brainstorming sessions. It is used to identify several vital problems or the causes of these problems that have the greatest impact. The Pareto chart graphically presents data in the form of a chart built in descending order of the frequency of occurrence of elements. Typically, a Pareto chart shows that 80% of the influence is explained by 20% of the reasons, hence it is sometimes called the 80/20 rule.
Statistical Process Control (SPC)- is a set of tools for managing processes. In addition, it is also a strategic tool for reducing the variability of products, supply of materials, equipment, relationships and processes that are the cause of most quality problems. SPC will show whether the process is "under control" - i.e. whether it is stable with only random variations, or "out of control" and requires attention. Moreover, SPC automatically warns when controllability is declining and can help with long-term reductions in defect rates, identify special causes, reduce or eliminate causes of variation, and achieve controllability levels as close to target as possible. At SPC, numbers and information form the basis for decisions and actions through a rigorous data logging system. In addition to the tools needed to record data, there is also a set of tools for analyzing and interpreting data, some of which are discussed on the following pages. Understanding the tools and how to use them does not require prior knowledge of statistics.
Control card. It is used to monitor controlled processes using values and ranges. A checklist is chronological data, such as sales, volume, customer complaints, and shows how the values change over time. In the control chart, each point corresponds to an individual value. Above and below average, there is an upper and lower warning line and action lines (UWL, LWL, UAL, LAL). These boundaries act as signals and rules for making decisions, and also provide operators with information about the process and the state of its control. The map is useful as a historical account of the process, its course, and as a tool for identifying and predicting changes.