Βελτίωση της επισκευής επιβατικών αυτοκινήτων με την ανάπτυξη συσκευής για ζωγραφική στοιχείων σώματος. Βελτίωση της διαδικασίας συντήρησης και επισκευής εξοπλισμού (Toro)
Διαβάστε επίσης
1. Οι κύριες πτυχές του σχεδιασμού και της ανάλυσης της παραγωγής σε επισκευές και μηχανικά εργαστήρια
1.1 Γενικά χαρακτηριστικά επισκευής και μηχανολογικών εργαστηρίων και το περιεχόμενο του έργου που εκτελούνται από αυτούς
Το εργαστήριο είναι η οργανωτική και τεχνολογικά διαχωριστή σύνδεση επιχειρήσεων, η οποία εκτελεί ένα ορισμένο μέρος της παραγωγικής διαδικασίας ή την κατασκευή ενός φυτού κατασκευής οποιουδήποτε είδους προϊόντος. Σύμφωνα με τον διορισμό των διαδικασιών παραγωγής που εκτελούνται από τα εργαστήρια, οι κύριες, βοηθητικές και συντηρητικές εκμεταλλεύσεις διαφέρουν.
Τα κύρια αντικείμενα περιλαμβάνουν τις βασικές διαδικασίες παραγωγής, δηλ. που σχετίζονται με την κατασκευή προϊόντων και υπηρεσιών παραγωγής που αποτελούν το πρόγραμμα του εργοστασίου. Το βοηθητικό περιλαμβάνει όργανο, μοντέλο, επισκευή και μηχανική κ.λπ. Να εξυπηρετούν την αποθήκη των αγροκτημάτων, τη μεταφορά κ.λπ.
Έτσι, το μηχανικό εργαστήριο είναι ένα βοηθητικό εργαστήριο του οποίου το κύριο καθήκον του οποίου είναι η διατήρηση όλων των εξοπλισμού στην κατάσταση εργασίας, η έγκαιρη επισκευή και αναβάθμιση. Το εργαστήριο επισκευάζεται από την κύρια και βοηθητική, ανύψωση και μεταφορά και άλλο εξοπλισμό που έχει το εργοστάσιο.
Κατά τη λειτουργία του καταστήματος επισκευής, η συντήρηση (MOT) του εξοπλισμού πρέπει να είναι στην πρώτη θέση και η επισκευή στην οποία δεν μπορεί να θεωρηθεί ως τέλος στο δεύτερο.
Έντυπα για την οργάνωση των εργασιών επισκευής
Η μορφή των εργασιών επισκευής έχει μεγάλη σημασία για την υπάρχουσα παραγωγή. Όλοι οι τύποι επισκευών με εξαίρεση το κεφάλαιο εκτελούνται στο χώρο εγκατάστασης του επισκευασμένου εξοπλισμού. Για μεγάλες επισκευές, το εργαλείο μηχανής σε 2,5 τόνους μεταφέρονται στο εργαστήριο επισκευής και μηχανολογικό εργαστήριο, οι βαρύτερες επισκευάζονται στη θέση τους. Για να μειωθεί η διακοπή του εξοπλισμού, ένα ενδιάμεσο και η επισκευή χρησιμοποιούνται από μια μέθοδο κόμβων επισκευής, στην οποία τα συστατικά από τον εξοπλισμό αφαιρούνται και εγκαθίστανται σε αυτό προηγουμένως ανακαινισμένο από άλλο παρόμοιο εξοπλισμό. Ολόκληρος ο όγκος των εργασιών επισκευής διανέμεται μεταξύ του εργαστηρίου επισκευής και μηχανικού συνεργείου και των βάσεων επισκευής των εργαστηρίων παραγωγής. Ανάλογα με τον τύπο της παραγωγής, χρησιμοποιείται το μέγεθος του φυτού και τη φύση του εξοπλισμού, συγκεντρωμένες, αποκεντρωμένες και μικτές μορφές οργάνωσης εργασιών επισκευής.
Με μια κεντρική μορφή εργασιών επισκευής, όλες οι εργασίες για την επισκευή και τον εκσυγχρονισμό του εξοπλισμού εκτελούνται μόνο στο εργαστήριο επισκευής και μηχανολογίας. Οι βάσεις επισκευών εργαστηρίων πραγματοποιούνται μόνο από την εργασία που σχετίζεται με τις επιθεωρήσεις και τις διερευνητικές υπηρεσίες. Αυτή η μορφή του οργανισμού εφαρμόζεται, σε εργοστάσια με μικρά εργαστήρια κυρίως σε παραγωγή μικρής κλίμακας (ειδικότερα, το FSUE "Kalugaprybor"). Με μια αποκεντρωμένη μορφή οργάνωσης εργασιών επισκευής, σχεδόν όλες οι εργασίες για την επισκευή και τον εκσυγχρονισμό του εξοπλισμού πραγματοποιούνται από βάσεις επισκευής εργαστηρίων παραγωγής. Στο εργαστήριο επισκευής και μηχανολογικό εργαστήριο, κατασκευάζονται ανταλλακτικά και παράγουν αναθεώρηση των πιο περίπλοκων εξαρτημάτων και αδρανή. Αυτή η μορφή του οργανισμού εφαρμόζεται σε εργοστάσια με μεγάλα εργαστήρια κυρίως σε μάζα και μεγάλης κλίμακας τύπους παραγωγής.
Με τη μεικτή μορφή της οργάνωσης των εργασιών επισκευής στο εργαστήριο επισκευής και μηχανολογικού εργαστηρίου, αναθεώρηση και οι υπόλοιποι τύποι επισκευής πραγματοποιούνται από βάσεις επισκευής εργαστηρίων. Μια τέτοια μορφή επισκευής εφαρμόζεται, σε εργοστάσια σειριακής παραγωγής και σε βαριά μηχανική.
Οι τύποι συντήρησης και επισκευής χωρίζονται στα εξής:
Συντήρηση και επισκευή (Tor) που εκτελείται από το κύριο μηχανικό επισκευαστικό προσωπικό.
Συντήρηση που εκτελείται από το βιομηχανικό προσωπικό.
Τύποι: Ρυθμιζόμενοι (PTO), ημερήσιο (TED), περιοδικό.
Το PTO περιλαμβάνει:
Στη συνέχεια 1 - συντήρηση του πρώτου τύπου.
Στη συνέχεια 2 - συντήρηση του δεύτερου τύπου.
Τρεις - η συντήρηση του τρίτου τύπου.
Στη συνέχεια 1, η μονάδα ECM (μηνιαία συντήρηση) θα πρέπει να πραγματοποιηθεί και επιπλέον - ο έλεγχος της εφαρμογής των κανόνων τεχνικής λειτουργίας, τον έλεγχο των διατάξεων ασφαλείας, την ορθότητα της λειτουργίας των συστημάτων λίπανσης και των μηχανισμών, των οποίων το σφάλμα μπορεί να προκαλέσει μεγάλες κατανομές ή πρόωρη φθορά του εξοπλισμού.
Αυτό το 2 προβλέπει την απόδοση της εργασίας 1, καθώς και τον έλεγχο και την προσαρμογή του ιμάντα και τις αλυσιδωτές γρανάζια, τους ελέγχους, τον έλεγχο, τις βίδες οδήγησης και των παξιμαδιών της μήτρας, τα συνδετήρα κλπ. Με μερική απομάκρυνση των περιβλήσεων και καλύμματα, ελέγχοντας την κατάσταση των επιφανειών εργασίας, την ομαλότητα των κινούμενων μηχανισμών.
Έτσι, το 3 προβλέπει την εκτέλεση των εργασιών στο 2, καθώς και περισσότερο εργασιακή εργασία με μερική ή πλήρη αποσυναρμολόγηση των μεμονωμένων μονάδων συναρμολόγησης και τη χρήση οργάνων ελέγχου και μέτρησης και οργάνων, αντικατάστασης λίπανσης και φθαρμένων εξαρτημάτων (μονάδες συναρμολόγησης) , ρυθμίζοντας τους κόμβους και τους μηχανισμούς.
Η καθημερινή συντήρηση (TOF) πραγματοποιείται από το εργαστήριο επισκευής και μηχανολογίας στα αιτήματα του προσωπικού παραγωγής, αντικαταστάσιμες κλειδαριές και ηλεκτρολόγους, προκειμένου να εξαλειφθούν τα σφάλματα και τις αιτίες που δημιουργούν αποτυχίες.
Η περιοδική συντήρηση χωρίζεται στις ακόλουθες λειτουργίες:
1) τον έλεγχο της ακρίβειας ως ανεξάρτητη επιχείρηση ·
2) Διατήρηση (Deconservation).
Τύποι επισκευής
Η επισκευή μπορεί να προγραμματιστεί (PR) και μη προγραμματισμένη (HP).
Προγραμματισμένη επισκευή (PR) - Επισκευή, η διατύπωση της οποίας πραγματοποιείται σύμφωνα με τις απαιτήσεις της κανονιστικής και τεχνικής τεκμηρίωσης (τεχνικοί όροι για την παρασκευή εξοπλισμού, τις απαιτήσεις της βιομηχανίας). Σύμφωνα με τη σύνθεση και τον όγκο της εργασίας, προβλέπονται τρεις τύποι προγραμματισμένων επισκευών:
· Κεφάλαιο (CR);
· Μεσαίο (CP).
· Τρέχουσα (tr).
Η επισκευή είναι μια επισκευή που εκτελείται για την αποκατάσταση της υγείας και πλήρους ή κοντά στην πλήρη αποκατάσταση του πόρου προϊόντος με αντικατάσταση ή αποκατάσταση οποιωνδήποτε εξαρτημάτων, συμπεριλαμβανομένων των βασικών. Με την επισκευή, πλήρης αποσυναρμολόγηση εξοπλισμού, πλύσης, αποπληθωρισμού, αντικατάστασης ή αποκατάστασης όλων των εξαρτημάτων και κόμβων, του συγκροτήματος εξοπλισμού, τον ολοκληρωμένο έλεγχο ελέγχου, τη δοκιμή σε αδράνεια και υπό φορτίο, ζωγραφική, καθώς και την κατάσταση ελέγχου και την επισκευή του ίδρυσης.
Η μέση επισκευή είναι μια επισκευή που εκτελείται για να αποκαταστήσει την υγεία και τη μερική αποκατάσταση του πόρου προϊόντος με την αντικατάσταση ή την αποκατάσταση των συστατικών μιας περιορισμένης ονοματολογίας και τον έλεγχο της τεχνικής κατάστασης των εξαρτημάτων που εκτελούνται στο ποσό που καθορίζεται στο κανονιστικό και τεχνικό έγγραφο.
Με μια μέση επισκευή, μια πλήρη (έως και 65%) αποσυναρμολόγηση μονάδων συναρμολόγησης εξοπλισμού και μερικών εναπομείνων, ελαττωματικών εξαρτημάτων και εξαρτημάτων, αναθεώρηση μεμονωμένων κόμβων, αντικατάστασης ή αποκατάστασης υπεύθυνων φθαρμένων εξαρτημάτων, συμπεριλαμβανομένης της συγκέντρωσής του εξοπλισμού, της ολοκληρωμένης ρύθμισης , ελέγξτε, δοκιμάστε στο ρελαντί και στο φορτίο, τη ζωγραφική, καθώς και τον έλεγχο της κατάστασης και την επισκευή του Ιδρύματος.
Τρέχουσες επισκευές - Επισκευές που πραγματοποιήθηκαν για να εξασφαλίσουν ή να αποκαταστήσουν την απόδοση του προϊόντος και αποτελούνται από αντικατάσταση και (ή) αποκατάσταση των επιμέρους εξαρτημάτων του. Στην τρέχουσα επισκευή, γίνεται μερική αποσυναρμολόγηση του εξοπλισμού, μια πλήρης αποσυναρμολόγηση ορισμένων κόμβων, αποπληθωρισμού, αντικατάστασης ή ανάκτησης ταχύπλοων μερών και κόμβων χωρίς ταχύτερα και τα απαραίτητα έργα συναρμολόγησης και προσαρμογής για αυτό.
Μη προγραμματισμένη επισκευή (HP) - Επισκευή, παραγωγή προϊόντων στα οποία πραγματοποιείται χωρίς προηγούμενο διορισμό.
Επίσης, δεν έχει προγραμματιστεί η επισκευή έκτακτης ανάγκης (AB) που συνδέεται με μια ξαφνική διακοπή του εξοπλισμού που προκαλείται από ελαττώματα σχεδιασμού ή παραγωγής, επιδιορθωμένα ελαττώματα κατά παράβαση των κανόνων τεχνικής λειτουργίας και απαιτήσεων ασφαλείας, δεν έχει επίσης προγραμματιστεί.
1.2 ουσία και αποτελεσματικότητα του εξοπλισμού σχεδιασμού και προληπτικής επισκευής (PPR)
Η ουσία του συστήματος σχεδιασμού και προειδοποίησης
Τα κύρια έργα για την επισκευή του εξοπλισμού στο εργοστάσιο Kalugapribor κατασκευάζονται σύμφωνα με το σχεδιαζόμενο σύστημα προειδοποίησης, οι κύριες διατάξεις των οποίων γίνονται από το "ενιαίο σύστημα σχεδιασμού και προληπτικής επισκευής και ορθολογικής λειτουργίας τεχνολογικού εξοπλισμού των επιχειρήσεων κατασκευής μηχανών" .
Με αυτό το σύστημα, η επισκευή μηχανών εκτελείται σε προκαθορισμένες ημερομηνίες, αφού μελετά τη μηχανή ενός ορισμένου αριθμού ωρών, χωρίς να περιμένει οποιαδήποτε κατανομή. Φυσικά, ένα τέτοιο σύστημα δεν αποκλείει την ανάγκη επισκευής τυχαίας φύσης, για παράδειγμα, μια απροσδόκητη κατανομή του μηχανήματος λόγω ακατάλληλης χρήσης ή μειονεκτημάτων που κατασκευάζονται στην κατασκευή.
Η καθημερινή συντήρηση πραγματοποιείται κατά τη διάρκεια διακοπών στον εξοπλισμό ή σε μη επεξεργασμένη μετατόπιση.
Η περιοδική συντήρηση πραγματοποιείται μέσω των χρονικά διαστήματα που είναι εγκατεστημένα στην τεχνική τεκμηρίωση.
Η ρυθμιζόμενη συντήρηση πραγματοποιείται με περιοδικότητα και στους όγκους που καθορίζονται από το τομεακό σύστημα ή το εγχειρίδιο λειτουργίας για αυτόν τον εξοπλισμό.
Όλοι οι τύποι εργασίας για προγραμματισμένες (ρυθμιζόμενες) και επισκευή πραγματοποιούνται σε μια συγκεκριμένη ακολουθία, σχηματίζοντας επαναλαμβανόμενους κύκλους.
Κύκλος επισκευής
Ο κύκλος επισκευής (C p) είναι τα μικρότερα επαναλαμβανόμενα χρονικά διαστήματα ή εργασίες εξοπλισμού κατά τις οποίες πραγματοποιείται: σε μια συγκεκριμένη ακολουθία σύμφωνα με τις απαιτήσεις του συστήματος, όλοι οι καθιερωμένοι τύποι επισκευής. Ο εξοπλισμός εργασίας καθορίζεται από τον αριθμό των ωρών λειτουργίας του χρόνου λειτουργίας της. Ο κύκλος επισκευής ολοκληρώνεται με την επισκευή και χαρακτηρίζεται από τη δομή και τη διάρκεια.
Η δομή του κύκλου επισκευής (με τον C.R.) είναι μια λίστα και ακολουθία προγραμματισμένων επισκευών στην περίοδο 1 μεταξύ της Overhauls ή μεταξύ της θέσης σε λειτουργία του εξοπλισμού και της πρώτης αναθεώρησης.
Η δομή του κύκλου επισκευής ορίζεται από τα πρότυπα επιχειρήσεων για κάθε ομάδα εργαλείων μηχανών. Για παράδειγμα, η δομή του κύκλου επισκευής για μηχανές κοπής μετάλλων κανονικής ακρίβειας που ζυγίζει έως και 10 τόνους που αποτελείται από τέσσερα ρεύματα, ένα μέσο και επισκευή, μοιάζει με αυτό:
KR - TP 1 - TP 2 - CP - TP 3 - TP 4 - KR (1.1)
Η διάρκεια του κύκλου επισκευής (t ts.r.) είναι ο αριθμός των ωρών λειτουργίας του χρόνου λειτουργίας του εξοπλισμού κατά την οποία πραγματοποιούνται όλες οι προγραμματισμένες επισκευές στον κύκλο. Η διάρκεια του κύκλου επισκευής δεν περιλαμβάνει τον εξοπλισμό διακοπής που σχετίζεται με την εφαρμογή προγραμματισμένων και μη σχεδιαστικών επισκευών και στη συνέχεια, καθώς και άλλους οργανωτικούς και τεχνικούς λόγους. Η διάρκεια του κύκλου επισκευής απεικονίζεται από μια γραμμή διαστάσεων μεταξύ των ονομασιών των κεφαλαιακών επισκευών, τις οποίες αρχίζει και ολοκληρώνεται ο κύκλος. Πάνω από τη γραμμή διαστάσεων υποδεικνύει τη διάρκεια του κύκλου στο ξοδευμένο ρολόι.
Η περίοδος GREPEMMER (T MR) είναι η περίοδος λειτουργικού χρόνου του εξοπλισμού μεταξύ δύο διαδοχικά πραγματοποιείται από τις προγραμματισμένες επισκευές. Η διάρκεια της περιόδου συχνοτήτων είναι ίση με τη διάρκεια του κύκλου επισκευής διαιρούμενο με τον αριθμό των προγραμματισμένων επισκευών στον κύκλο, συμπεριλαμβανομένης της επισκευής.
Η διάρκεια του κύκλου επισκευής και η περίοδος της Διακοπής ορίζεται για κάθε φυτό στη μονάδα και μειώνονται στον πίνακα ως πρότυπο.
Κύκλος συντήρησης
Ο κύκλος συντήρησης (C.O.) είναι τα μικρότερα επαναλαμβανόμενα χρονικά διαστήματα ή εργασίες εξοπλισμού, κατά τη διάρκεια των οποίων πραγματοποιούνται σε μια συγκεκριμένη ακολουθία σύμφωνα με τις απαιτήσεις αυτού του συστήματος, όλοι οι καθιερωμένοι τύποι προγραμματισμένης ρυθμιζόμενης συντήρησης.
Ο εξοπλισμός εργασίας καθορίζεται από τον αριθμό των ωρών λειτουργίας του χρόνου λειτουργίας της. Ο κύκλος συντήρησης χαρακτηρίζεται από μια δομή και μια διάρκεια 1, κατόπιν 2, στη συνέχεια 3 σχηματίζουν κύκλο συντήρησης (C είναι τότε). Ανάλογα με τη διάρκεια της διερευνητικής περιόδου, μπορούν να διεξαχθούν 1-8 κύκλοι μεταξύ των προγραμματισμένων επισκευών.
Η δομή του κύκλου συντήρησης (με C.T.) είναι μια λίστα με είδη PTO που αποτελούν μέρος του κύκλου. Τύποι που εκτελούνται από το προσωπικό του Unepair (μηχανές, καθαριστικά) και τέτοιες λειτουργίες περιοδικής συντήρησης (PR, K) στη δομή με το ΤΠ. Μην συμπεριλάβετε. Στο σύστημα του κλάδου, η ακόλουθη δομή κύκλου συντήρησης εγκρίθηκε υπό όρους:
PR -TO 1 - Στη συνέχεια 1 - τότε 1 - τότε 2 -
Στη συνέχεια 1 - τότε 1 - τότε 1 - τότε 2 - C TS (1.2)
Στη συνέχεια 1 - τότε 1 - τότε 1 - τότε 3 -
Στη συνέχεια 1 - τότε 1 - τότε 1 - τότε 2 -...,
εκείνοι. Κύκλος συντήρησης
Με Τ.Σ.Ο \u003d 9ο 1 + 2 έως 2 + T03. (1.3)
Η διάρκεια του κύκλου συντήρησης (T TS.O.) στις δαπανημένες ώρες λειτουργίας του λειτουργικού χρόνου λειτουργίας του εξοπλισμού καθορίζεται από τον τύπο
όπου t κ. είναι η διάρκεια της περιόδου συχνοτήτων, η.
T ts.r. - διάρκεια του κύκλου επισκευής, η;
n γ - τον αριθμό των μέσων επισκευών στον κύκλο επισκευής.
n t - τον αριθμό των τρεχουσών επισκευών στον κύκλο επισκευής.
n o - Αριθμός κύκλων της ρυθμιζόμενης συντήρησης στην περίοδο InterEmmer.
Η περίοδος διεργασίας (t) είναι η περίοδος λειτουργικού χρόνου του εξοπλισμού μεταξύ δύο με συνέπεια με τα ίδια ονόματα του TTO
Οι περιόδους δια-εκτέλεσης συντήρησης για τη διεξαγωγή 1, τότε 2 καθορίζονται από τους τύπους:
Όπου t C.TO είναι η διάρκεια του κύκλου συντήρησης, η.
Η διάρκεια των κύκλων επισκευής, των περιόδων συχνότητας και ο αριθμός των κύκλων RTO στην περίοδο αλληλεξάρτησης για εξοπλισμό κοπής μετάλλων και χυτηρίου που λειτουργούν υπό συνθήκες διαφορετικές από τις συνθήκες που καθορίζονται στους πίνακες υπολογίζονται ως προϊόν των τιμών τους που δίνονται στους πίνακες για διορθωτικούς συντελεστές.
όπου t c.r. - την εκτιμώμενη διάρκεια του κύκλου επισκευής, η.;
T ts.r. - Τιμητική τιμή της διάρκειας του κύκλου επισκευής, H.;
Σε o.m. - τον συντελεστή της επεξεργασίας του υλικού ·
K ts - ο συντελεστής της κατηγορίας ακρίβειας του μηχανήματος (εξοπλισμός των κατηγοριών ακρίβειας P, B, A, C).
Κ. - τον συντελεστή της κατηγορίας του μηχανήματος (κατά μάζα) ·
K in - Ο συντελεστής ηλικίας.
Αριθμητικές τιμές συντελεστών σε S.M. , Κ. , K in, K Ts Οδήγησε σε πίνακες.
Η περίοδος Διακοπής Τ του MR υπολογίζεται από τον τύπο:
όπου - ο αριθμός των μέσων επισκευών στον κύκλο επισκευής.
Τον αριθμό των τρεχουσών επισκευών στον κύκλο επισκευής.
Στη συνέχεια, ρυθμίστε τον αριθμό των κύκλων RTO στην περίοδο αλληλεξάρτησης από τον τύπο:
Στρογγυλοποιήστε τον πλησιέστερο ακέραιο αριθμό.
1.3 Τεχνική προετοιμασία συστήματος σχεδιασμού και επισκευής προειδοποίησης
Τεχνική και υλική Προετοιμασία ενός συστήματος προγραμματισμένων επιδιόρθωσης αποτελείται από σχεδιασμό και τεχνολογική προετοιμασία. Η προετοιμασία του σχεδιασμού περιλαμβάνει την παρασκευή άλμπουμ των σχεδίων των τμημάτων, τον προσδιορισμό της ονοματολογίας και της ομαλοποίησης (ενοποίηση) αντικαταστάσιμων μερών και μονάδων συναρμολόγησης.
Τα άλμπουμ των σχεδίων των εξαρτημάτων εξοπλισμού χρησιμοποιούνται κατά τον προγραμματισμό, την ανάπτυξη της τεχνολογίας και της κατασκευής αντικαταστάσιμων και ανταλλακτικών, την καθιέρωση διαστάσεων επισκευής, την εξομάλυνση και την ενοποίηση των αντικαταστάτων εξαρτημάτων και κενών για αυτά, την εισαγωγή υλικών αντικατάστασης και αναβαθμίσεις εξοπλισμού.
Το άλμπουμ των σχεδίων καταρτίζεται για κάθε μέγεθος υλικού, το οποίο περιέχει διαβατήριο και συστήματα (κινηματικά, υδραυλικά, πνευματικά, ηλεκτρικά και λιπαντικά), σχέδια της γενικής προβολής των μονάδων συναρμολόγησης, των αντικαταστατών εξαρτημάτων, των προδιαγραφών των κυλιόμενων ρουλεμάν, τις ζώνες, Κανόνες, αγορασμένα εξαρτήματα και εξοπλισμό κ.λπ. Τα σχέδια των εξαρτημάτων θα πρέπει να καταρτίζονται κατά την αποσυναρμολόγηση της μονάδας για προγραμματισμένες επισκευές.
Οι λεπτομέρειες που αντικαθίστανται με νέο εξοπλισμό, καλούνται να αντικατασταθούν. Η κανονικοποίηση (ενοποίηση) αντικαταστάσιμων εξαρτημάτων καθιστά δυνατή τη μείωση του αριθμού των μεγεθών τους και έτσι να μειώσει το κόστος που συνδέεται με την κατασκευή τους.
Η τεχνολογική προετοιμασία έγκειται στην παρασκευή τυπικών διαδικασιών συναρμολόγησης, αποσυναρμολόγησης συσσωματωμάτων και η κατασκευή των πιο εντατικών και σύνθετων μερών, καθώς και η σύνταξη μιας ελαττωματικής δήλωσης.
Η ελαττωματική δήλωση είναι μια εκτελεστική τεχνολογική δήλωση και πρέπει να καταρτιστεί βάσει κεφαλαιακών επισκευών, καθώς και με μέση επισκευή με συχνότητα άνω του ενός έτους. Η προκαταρκτική ελκυστική δήλωση γίνεται 2-3 μήνες πριν σταματήσει τη μονάδα επισκευής σε μία από τις προγραμματισμένες επιθεωρήσεις και ο τελικός - όταν αποσυναρμολογεί τη μονάδα για τεχνικό κεφαλαίου ή μέσου επισκευής ή επισκευαστής επισκευής.
Η προετοιμασία υλικού θα πρέπει να εξασφαλίζει τη δημιουργία ενός διαρκώς ανανεώσιμου αποθεματικού (πάρκου) αντικαταστάσιμων εξαρτημάτων που είναι αποθηκευμένες στις αποθήκες. Τέτοιες λεπτομέρειες ονομάζονται ανταλλακτικά.
Το αποθεματικό περιλαμβάνει λεπτομέρειες:
α) με μια διάρκεια ζωής που δεν υπερβαίνει την διερευνητική περίοδο.
β) που δαπανάται σε μεγάλες ποσότητες ανεξάρτητα από τη διάρκεια ζωής ·
γ) Μεγάλη, πολύπλοκη και χρονοβόρα, απαιτώντας την παρασκευή πολύπλοκων και μεγάλων αποχρωματισμών ή χύτευσης.
δ) κατασκευασμένο από την πλευρά.
ε) Όλες οι αντικαταστάσιμες λεπτομέρειες ενός μοναδικού, ιδιαίτερα υπεύθυνου ή περιοριστικού όγκου παραγωγής εξοπλισμού.
Λεπτομέρειες με σημαντική διάρκεια ζωής (1,5-2 έτη ή περισσότερο) δεν αποθηκεύονται στο ντουλάπι, αλλά παραγγέλθηκαν πριν από τη διάρκεια του κύκλου παραγωγής της κατασκευής και της επισκευής και του χρονοδιαγράμματος επισκευής.
Η παροχή αγορασθέντων εξαρτημάτων, μονάδων συναρμολόγησης και εξοπλισμού που καταναλώνονται σε μεγάλες ποσότητες καθορίζεται κατ 'αναλογία με τα αποθέματα υλικών και αγοράζουν ημιτελικά προϊόντα για την κύρια παραγωγή.
Η αποθήκη αποθηκεύει τα μέρη που επεξεργάζονται πλήρως, τα οποία μπορούν να εγκατασταθούν χωρίς φινιρίσματα και ταιριάζουν, και στην προκαθορισμένη μορφή, εάν είναι εγκατεστημένες κατά τη διάρκεια της επισκευής με φινίρισμα και τοποθέτηση ή με τη μορφή κενού, εάν οι ακριβείς διαστάσεις, εάν οι ακριβείς διαστάσεις του μέρους δεν είναι γνωστές.
Η ρυθμιστική προσφορά εξαρτημάτων σε αποθήκες σε νομισματικούς όρους καθορίζεται με τύπο εξοπλισμού ανά μονάδα επισκευής ανάλογα με τον τύπο της παραγωγής. Τα επιθεωρητικά πρότυπα δίνονται στο "ενοποιημένο σύστημα σχεδιασμού και επισκευής προειδοποίησης".
Η κατανάλωση του υλικού του μεγέθους H-Th για όλους τους τύπους εργασιών επισκευής ετησίως καθορίζεται από τον τύπο:
Πού είναι η κατανάλωση του H-TH τύπου υλικού στην αναθεώρηση του εξοπλισμού για τη μονάδα επισκευής για το έτος.
Συντελεστής που λαμβάνει υπόψη την κατανάλωση υλικού κατά τη διάρκεια των επιθεωρήσεων και της διαδικτυρικής συντήρησης ·
Το ποσό των μονάδων επισκευής μονάδων που υποβάλλονται σε κεφάλαιο, μεσαίες και χαμηλές επισκευές, αντίστοιχα κατά τη διάρκεια του έτους ·
Οι συντελεστές που χαρακτηρίζουν τη σχέση μεταξύ της ποσότητας του υλικού που καταναλώνεται αντίστοιχα με το μέσο και το κεφάλαιο, τις μικρές και μεγάλες επισκευές.
Οι τιμές καθορίζονται για κάθε τύπο εξοπλισμού και σύμφωνα με τις υποομάδες υλικού από την πειραματική στατιστική μέθοδο που βασίζεται στην ανάλυση της πραγματικής κατανάλωσης υλικών στην επισκευή του εξοπλισμού στα εργοστάσια.
Για την αποθήκευση ανταλλακτικών και υλικών επισκευών, το εργοστάσιο είναι οργανωμένο, υποδεέστερο OGM και καταστήματα καταστημάτων σε μεγάλα εργαστήρια. Στην αποθήκη καταστημάτων, τα ανταλλακτικά αποθηκεύονται για συσσωματώματα που είναι διαθέσιμα σε αυτό το εργαστήριο ή δαπανώνται σε αυτό το εργαστήριο σε μεγάλες ποσότητες.
1.4 Επισκευή εξοπλισμού σχεδιασμού στο εργαστήριο επισκευής και μηχανολογίας
Το ετήσιο πρόγραμμα επισκευής εξοπλισμού αποτελείται από το εργοστάσιο FEM με τη συμμετοχή ενός μηχανικού συνεργείου για κάθε μονάδα εξοπλισμού. Οι επισκευές ημερολογίου καθορίζονται με βάση τα δεδομένα του περιοδικού που αντιπροσωπεύουν το έργο του εξοπλισμού και άλλων υλικών σχετικά με τη μονάδα, με βάση τις πραγματικές ώρες εργασίας για την περίοδο από την τελευταία επισκευή και τα αποτελέσματα της ετήσιας τεχνικής επιθεώρησης τον Οκτώβριο - Νοεμβρίου .
Στο ετήσιο σχέδιο επισκευών περιλαμβάνουν επιθεωρήσεις και προγραμματισμένες επισκευές. Ένα μήνα στον οποίο πρέπει να γίνει η επόμενη επισκευή (επιθεώρηση) σύμφωνα με το σχέδιο καθορίζεται με την προσθήκη στον μήνα της προηγούμενης επισκευής του μήκους της περιόδου του Διακοπή (Inter-mode) σε μήνες. Ο τύπος επισκευής καθορίζεται από τη δομή του κύκλου επισκευής, ανάλογα με τους τύπους προηγούμενων επισκευών.
Η πολυπλοκότητα των υδραυλικών εγκαταστάσεων και των μηχανημάτων βρίσκεται πολλαπλασιάζοντας την πολυπλοκότητα μιας μονάδας επισκευής σύμφωνα με τον κατάλληλο τύπο επισκευής στην κατηγορία πολυπλοκότητας.
Το σύστημα PPR προβλέπει την καθιέρωση διακοπών διακοπών εξοπλισμού. Έτσι, υιοθετείται τώρα ότι όταν η ταξιαρχία επισκευής εργάστηκε σε μια μετατόπιση, μια απλή στις εργάσιμες ημέρες στη μονάδα επισκευής δεν πρέπει να υπερβαίνει με μια μικρή επισκευή 0,25, μέσου όρου - 0,6 και Capital - 1,0.
Επιτυγχάνεται η επιτάχυνση της επισκευής:
α) Μείωση της πολυπλοκότητας των εργασιών συντήρησης λόγω της μεγαλύτερης μηχανοποίησης, της χρήσης της προοδευτικής τεχνολογίας επισκευής, της προκαταρκτικής προετοιμασίας των ανταλλακτικών και των μονάδων συναρμολόγησης και της επέκτασης της ονοματολογίας τους, απλοποιώντας τον σχεδιασμό του εξοπλισμού (μειώνοντας την πολυπλοκότητα επισκευής).
β) αύξηση του αριθμού των εργαζομένων στη ταξιαρχία (επεκτείνοντας το μέτωπο της εργασίας) ή την αναμεταχία του έργου τους ·
γ) Μια μεγαλύτερη εξειδίκευση των κλειδιών επισκευής, η καλύτερη οργάνωση της εργασίας και ο χώρος εργασίας των επιδιόρθωσης τα ταξιαρχία και αδιάλειπτοι που τους εξασφαλίζουν όλα τα απαραίτητα (σχέδια, υλικά, αντικαταστάσιμες λεπτομέρειες κλπ.).
Ο απαιτούμενος αριθμός εργαζομένων για την εκτέλεση προγραμματισμένων επισκευών S P.R. Που καθορίζεται από τον τύπο:
όπου - τα πρότυπα του χρόνου ανά μονάδα επισκευής, υποκειμενικά από κεφάλαιο, μεσαία και χαμηλή επισκευή.
F - Ετήσιο αποτελεσματικό ταμείο εργασίας ενός εργάτη επισκευής, C / CH;
P In - Το μέσο ποσοστό των κανόνων επισκευής εργαζομένων.
Συνολικός αριθμός μονάδων επισκευής εξοπλισμού.
Η πολυπλοκότητα όλων των επισκευών σε κάθε μήνα σύμφωνα με το σχέδιο θα πρέπει να είναι περίπου το ίδιο, ώστε να μην υπάρχουν χωρίς έλλειψη ή πλεονάζοντες εργαζόμενους επισκευής σε μερικούς μήνες.
Το ετήσιο σχέδιο επισκευής εξοπλισμού υπογράφεται από τον κύριο μηχανισμό του εργοστασίου, του κεφαλιού και του μηχανικού του εργαστηρίου και εγκρίνεται από τον διευθυντή του εργοστασίου.
Η λογιστική για την εφαρμογή του σχεδίου επισκευών πραγματοποιείται στο ίδιο χρονοδιάγραμμα του σχεδίου, στην κατώτατη γραμμή, για κάθε μονάδα.
Με βάση το ετήσιο σχέδιο και την πραγματική εφαρμογή του για τους προηγούμενους μήνες, καθώς και ο αριθμός των ωρών εργασίας που πράγματι εργάστηκε ως συνολικό από την τελευταία επισκευή, η πραγματική κατάσταση του εξοπλισμού που εντοπίστηκε κατά τη διάρκεια της επιθεώρησης και η διαθεσιμότητα επισκευών και υλικών επισκευάζονται σε κάθε εργαστήριο, ένα μηνιαίο σχέδιο επισκευής. Το μηνιαίο σχέδιο επισκευής εξοπλισμού πρέπει να είναι σύμφωνο με το κύριο σχέδιο παραγωγής. Συγκρίνεται από το OGM μαζί με τον μηχανικό του εργαστηρίου.
Εάν η μονάδα στην αρχή της επισκευής είναι μια καλή ή τακτικές επισκευές μπορούν να αντικατασταθούν από ένα άλλο, μικρότερο σε όγκο, τότε η ακύρωση αυτού του τύπου επισκευής ή αντικατάστασης γίνεται με την άδεια του κύριου μηχανικού του φυτού. Η περίοδος μεταξύ διαστήματος δεν μπορεί να εξαλειφθεί. Η λογιστική και η παρακολούθηση της εκτέλεσης των σχεδίων πραγματοποιείται από το Γραφείο Σχεδιασμού και Παραγωγής.
2. Ανάλυση της οργάνωσης της υπάρχουσας παραγωγής στην επισκευή και μηχανολογικό εργαστήριο FSUE "Kalugaprybor"
2.1. Χαρακτηριστικά της επισκευής και του μηχανικού συνεργείου FSUE "Kalugaprybor"
Η οργανωτική δομή του επισκευαστικού και μηχανολογικού εργαστηρίου στο FSue "Kalugapribor" έχει την ακόλουθη μορφή:
Σύκο. 2.1. Δομή παραγωγής της επισκευής και μηχανολογικού εργαστηρίου στο FSUE "Kalugapribor"
Η δομή παραγωγής του εργαστηρίου είναι η σύνθεση των παραγωγικών χώρων της, άλλων μονάδων ενδοκουρού και τις μορφές σχέσης τους.
Ο σχηματισμός των επιχειρηματικών καταστημάτων είναι κυρίως σε δύο τομείς εξειδίκευσης: σύμφωνα με την ομοιογένεια των τεχνολογικών διαδικασιών που εκτελούνται από αυτούς (τεχνολογική εξειδίκευση) και από τη φύση των προϊόντων που κατασκευάστηκαν σε αυτά (θέμα και δίκαιη εξειδίκευση).
Στην τεχνολογική εξειδίκευση στο εργαστήριο, μέρος της τεχνολογικής διαδικασίας εκτελείται, αποτελούμενη από μία ή περισσότερες επιχειρήσεις με πολύ ευρύ φάσμα εξαρτημάτων (προϊόντα). Ταυτόχρονα, το εργαστήριο καθιερώνει κυρίως τον ίδιο τύπο εξοπλισμού. Αυτή η μορφή εξειδίκευσης των εργαστηρίων έχει τα πλεονεκτήματα και τα μειονεκτήματά του. Με μια μικρή ποικιλία λειτουργιών και εξοπλισμού διευκολύνεται ο τεχνικός οδηγός και δημιουργούνται πιο ευρείες ευκαιρίες για τη ρύθμιση του εξοπλισμού, δημιουργείται η οργάνωση ανταλλαγής εμπειριών. Ωστόσο, στην τεχνολογική εξειδίκευση των εργαστηρίων επεξεργασίας, πολύπλοκων, επιμηκυμένων διαδρομών κίνησης των εργασιακών αντικειμένων με τις οποίες επανειλημμένα επιστρέφουν στους ίδιους στόχους. Αυτό παραβιάζει την αρχή της άμεσης ακριβής, καθιστά δύσκολη τη συντονισμό του έργου των εργαστηρίων και να οδηγήσει σε αύξηση του κύκλου παραγωγής.
Στα εργαστήρια της θέσεως εξειδίκευσης, εφαρμόζεται πλήρως το αντίστοιχο βήμα (μερική διαδικασία) της κατασκευής σταθερών μερών σε σχέση με τη στενή ονοματολογία. Για τα εργαστήρια αυτά χαρακτηρίζονται μια ποικιλία εξοπλισμού και εξοπλισμού, αλλά η στενή ονοματολογία των επεξεργασμένων εξαρτημάτων (κόμβοι). Ο συντονισμός των εργαστηρίων στην περίπτωση αυτή είναι πολύ ευκολότερη, δεδομένου ότι όλες οι εργασίες επεξεργασίας συγκεντρώνονται σε ένα εργαστήριο. Αυτό οδηγεί σε σταθερή επαναληψιμότητα της διαδικασίας, απλοποιεί τον επιχειρησιακό ημερολογιακό σχεδιασμό, φέρνει γεωγραφικά τις λειτουργίες και τα μεμονωμένα στάδια της διαδικασίας και, τελικά, μειώνει τον κύκλο παραγωγής.
Μία από τις οδηγίες βελτίωσης της δομής παραγωγής της επιχείρησης είναι η αντικατάσταση της τεχνολογικής μορφής εξειδίκευσης των θεμάτων του θέματος.
Για αυτό το επισκευές και το μηχανικό εργαστήριο, χαρακτηρίζεται μια πολλαπλή εξειδίκευση. Χρησιμοποιεί μια ποικιλία εξοπλισμού και εξοπλισμού. Τύποι εργασίας: Κυρίως μηχανική επεξεργασία, τοποθέτηση και εργασίες επισκευής (συναρμολόγηση και άλλη) ανάκτηση, συγκόλληση. Οι ακριβείς τύποι εργασίας που εκτελούνται σε αυτό το εργαστήριο περιγράφονται παρακάτω.
Τα τμήματα του εργαστηρίου τεχνολογικά εξειδικευμένες και εξοπλισμένες με ομοιογενή εξοπλισμό για την εκτέλεση ατομικών λειτουργιών. Σχηματίζονται από ομάδες των ίδιων μηχανών τύπου.
Τα τμήματα περιλαμβάνουν:
Στροφή διαμέρισμα?
Διαμέρισμα άλεσης.
Βαρετό διαμέρισμα.
Σχεδιάστε το διαμέρισμα.
Διαχωρισμό μηχανών πράσινου κυκλώματος.
Οι προμήθειες είναι διαμερίσματα:
Αιχμηρός;
Όργανο και ντουλάπι διανομής.
Εγκαταστάσεις αποθήκευσης.
Η περιοχή δομικών συνδέσμων είναι χώρος εργασίας. Ο χώρος εργασίας ονομάζεται μέρος της περιοχής παραγωγής, εξοπλισμένο και εξοπλισμένο με τεχνικά μέσα και συσκευές, αντίστοιχα, η φύση της εργασίας που εκτελείται. Η ποικιλία των εργασιών που εκτελούνται σε χώρους εργασίας οφείλεται στη φύση και το επίπεδο εξειδίκευσης του εργαστηρίου και του χώρου. Στο επισκευές και το μηχανικό εργαστήριο της Fsue "Kalugapribor" κυριαρχεί στην τεχνολογική εξειδίκευση του χώρου εργασίας, δηλ. Πολλές λεπτομέρειες πραγματοποιούνται εντός των τεχνολογικών χαρακτηριστικών του εξοπλισμού. Η διάταξη του εργαστηρίου παρουσιάζεται στο προσάρτημα 1.
2.2 Προσδιορισμός του όγκου εργασίας που εκτελείται στο μηχανικό εργαστήριο της FSUE "Kalugapribor"
Το σύστημα προσδιορισμού του πεδίου εφαρμογής της εργασίας για την επισκευή και το μηχανικό εργαστήριο που χρησιμοποιείται στο FSue "Kalugapribor"
Η εργασία σχεδιασμού για το κατάστημα επισκευής αρχίζει με τη λογιστική παρουσία, κίνηση και χρήση εξοπλισμού σε βιομηχανικά εργαστήρια. Η διάθεση και η παραλαβή αντανακλάται στις οικονομικές καταστάσεις.
Για να προσδιορίσετε την ανάγκη για τους απαραίτητους τύπους επισκευής, είναι απαραίτητο να έχουμε χρόνο να έχετε τα δεδομένα κατά τη στιγμή που πραγματικά δαπανώνται μηχανή από τη στιγμή της θέσης σε λειτουργία ή από τις τελευταίες επισκευές σχεδιασμού (είναι το στοιχείο του χρόνου επισκευής του ημερολογίου).
Ημερολόγιο χρονικού διαστήματος T, ίση με τις επιχειρήσεις της βιομηχανίας των οκτώ, αποτελείται από:
T r.o. - επιχειρησιακός χρόνος εξοπλισμού ·
T pz - προπαρασκευαστικό - τελευταίο χρόνο.
T mon - αδράνεια για να διατηρήσετε ή να αποκαταστήσετε την απόδοση.
T p.o. - Χρόνος αδράνειας για οργανωτικούς και τεχνικούς λόγους.
Η λογιστική για τον επιχειρησιακό χρόνο μπορεί επίσης να οργανωθεί χρησιμοποιώντας μετρητές λειτουργίας εξοπλισμού.
Οι μετρητές ώρας εξοπλισμού, η παροχή ακριβών αποτελεσμάτων, συνδέονται με κάθε μηχανή. Μια μηνιαία συγκομιδή εργαζομένων OGM "Vedomosti Metimony Metimony", ο οποίος καταγράφει εξοπλισμό, εξοπλισμένο με μετρητές χρόνου, σε εργαστήρια και οικόπεδα. Αυτή η μέθοδος απαιτεί ορισμένα έξοδα και στην επιχείρηση "Kalugaprybor" δεν χρησιμοποιείται. Τα στοιχεία σχετικά με τον επιχειρησιακό χρόνο του εξοπλισμού λαμβάνονται από τα τμήματα εξομάλυνσης των εργαστηρίων παραγωγής.
Το κύριο έγγραφο που αντικατοπτρίζει τον προγραμματισμό των εργασιών επισκευής είναι ένα πρόγραμμα (ένα πρόγραμμα χρονοδιαγράμματος καταρτίζεται με περιόδους διαλογισμού). Το πρόγραμμα επισκευής του πραγματικού εξοπλισμού καταρτίζεται μόνο για ένα χρόνο. Έξι μήνες πριν από την έναρξη του προγραμματισμένου έτους σε ολόκληρο το φάσμα του εξοπλισμού που βρίσκεται στην επιχείρηση Kalugapribor, είναι δυνατή η υπολογισμός της ανάγκης για όλους τους τύπους επισκευής. Στη συνέχεια πραγματοποιούνται οι ακόλουθες επισκευές για κάθε μηχάνημα για το έτος σε μορφή 1 "Ετήσιο Σχέδιο Επισκευής Εξοπλισμού στο Εργαστήριο", όπου αναφέρεται ο αριθμός απογραφής, το όνομα του εξοπλισμού, το μοντέλο, την κατηγορία της πολυπλοκότητας, καθώς και την κατηγορία της πολυπλοκότητας, καθώς και Αντικατάσταση, τύπος και ημερομηνία της τελευταίας επισκευής, ο τύπος λειτουργιών επισκευής για κάθε μήνα.
Το σύνολο της εργασίας κατανέμεται σε σχέση με τους μήνες ανάλογα με τον τύπο και τη διάρκεια της επισκευής κάθε μονάδας εξοπλισμού.
Υπολογισμός του μηνιαίου χρόνου εξετάζοντας την εργασία για την επισκευή και το μηχανικό εργαστήριο για το 2009
Η μηνιαία εργατική ικανότητα του έργου (σε ώρες) που εκτελείται από το εργαστήριο επισκευής και μηχανολογικό εργαστήριο καθορίζεται ως εξής.
Σε ένα μηνιαίο σχέδιο επισκευής εξοπλισμού, το εργαστήριο είναι εγκατεστημένο:
1. Όνομα και αριθμός εξοπλισμού απογραφής.
2. Μοντέλο μηχανής;
4. Προγραμματισμός πολυπλοκότητας της εργασίας στο ρολόι NORM.
Το μηχανικό τμήμα των μηχανών και των μηχανών στη γενική περίπτωση αποτελείται από κινηματικά και υδραυλικά μέρη, η επισκευή των οποίων δηλώνεται αντίστοιχα από το R. και
Ως εκ τούτου,
Για τη μονάδα επισκευής του μηχανικού τμήματος, λαμβάνεται 0,09 χρονοβόρα η αναθεώρηση του μηχανήματος 1k62.
Η σοβαρία των μηχανικών εργασιών επισκευής υπολογίζεται για κάθε τύπο επισκευής χωριστά.
T km \u003d t k. κομμάτια. + T k.stan. ; (2.2)
T cm \u003d t s.sles. + T s.sta. ; (2.3)
T tm \u003d t t.sles. + T t.stan. ; (2.4)
όπου το M km είναι η πολυπλοκότητα της αναθεώρησης του μηχανικού μέρους.
T cm - η πολυπλοκότητα της μέσης επισκευής του μηχανικού τμήματος.
ΤΜ - η πολυπλοκότητα της τρέχουσας επισκευής του μηχανικού τμήματος.
T K. Sles. - την πολυπλοκότητα της αναθεώρησης των εργασιών συντήρησης ·
T s.sles. - την πολυπλοκότητα της μεσαίας επισκευής των υδραυλικών έργων ·
Τ. Sles. - την πολυπλοκότητα της τρέχουσας επισκευής των υδραυλικών έργων ·
T k.stan. - ένταση εργασίας της αναθεώρησης των μηχανημάτων ·
T s.stan. - την πολυπλοκότητα της μέσης επισκευής των μηχανημάτων ·
T.antan. - ένταση εργασίας της τρέχουσας επισκευής μηχανημάτων.
Έτσι, η πολυπλοκότητα κάθε τύπου επισκευής, με τη σειρά του, αποτελείται από την πολυπλοκότητα της μηχανής και της εργασίας σήμανσης. Η πολυπλοκότητα των εργασιών υδραυλικών και μηχανημάτων είναι στους τύπους:
όπου t k.sles. - τον κανόνα της ασφάλισης των μεγάλων επισκευών της μονάδας επισκευής των εργασιών συντήρησης ·
t k.stan. - τον κανόνα της έντασης εργασίας της αναθεώρησης της μονάδας επισκευής μηχανημάτων ·
t s.sles. - το πρότυπο της έντασης εργασίας της μέσης μονάδας επισκευής της επισκευής υδραυλικών έργων ·
t s.stan. - τον κανόνα της πολυπλοκότητας της μέσης μονάδας επισκευής της ανακαίνισης των μηχανημάτων ·
t t.sles. - τον κανόνα της έντασης εργασίας της τρέχουσας επισκευής της μονάδας επισκευής των εργασιών συντήρησης ·
t t.sc. - τον κανόνα της έντασης εργασίας της τρέχουσας επισκευής της μονάδας επισκευής μηχανημάτων ·
(R m) k - η συνολική επισκευή του μηχανικού τμήματος του εξοπλισμού που υποβάλλονται σε αναθεώρηση.
(R m) c - η συνολική επισκευή του μηχανικού τμήματος του εξοπλισμού που υφίσταται μεσαία επισκευή.
(R m) t - Η συνολική επισκευή του μηχανικού τμήματος του εξοπλισμού που υποβάλλεται στις τρέχουσες επισκευές.
Με αυτόν τον τρόπο,
όπου η T RM είναι η συνολική ένταση εργασίας (η συνολική ένταση εργασίας των εργασιών επισκευής του μηχανικού τμήματος του εξοπλισμού).
0,1 - Συνειδητής, λαμβάνοντας υπόψη τις απροσδόκητες επισκευές.
Στο "τομεακό σύστημα συντήρησης και επισκευής του εξοπλισμού μεταλλουργίας", δίνεται ένας πίνακας πολυπλοκότητας των προγραμματισμένων επισκευών (βλέπε προσάρτημα 2), σύμφωνα με το οποίο ο βασικός συντελεστής καθορίζεται από 1 ΕΚ σε ώρες. Το ποσοστό του χρόνου λαμβάνει υπόψη τους τύπους επισκευής και εργασίας (υδραυλικές εγκαταστάσεις ή μηχανή).
Η ασφάλιση της συντήρησης είναι παρόμοια με την προσωπικότητα της επισκευής, χρησιμοποιώντας τα χρονικά πρότυπα ανά μονάδα επισκευής (βλέπε προσάρτημα 3).
Στην "τομεακή συντήρηση και επισκευή του μεταλλουργικού εξοπλισμού" ένας πίνακας χρονικών προδιαγραφών σε ώρες ανά μονάδα επισκευής (βλέπε προσάρτημα 3) επί του οποίου το ποσοστό του χρόνου βασίζεται στην εξάρτηση της πολυπλοκότητας της επισκευής από την παραλαβή ανταλλακτικών από την παραλαβή των ανταλλακτικών η πλευρά.
Ο υπολογισμός της πολυπλοκότητας του έργου της επισκευής και του μηχανικού εργαστηρίου θα πραγματοποιηθεί από το παράδειγμα του Ιουλίου 2009. (Ο Ιούλιος επιλέγεται ως ο πιο φορτωμένος μήνας του έτους) (βλ. Πίνακα 2.1, Πίνακας 2.2, Πίνακας 2.3).
Πίνακας 2.1. Υπολογισμός της πολυπλοκότητας των έργων του RMC
Χρησιμοποιούνται τύποι:
T s.stan. \u003d (T s.stan. -T s.m.stan.) (R m) c; (2.7)
T s.sles. \u003d (T s.sles. -T s.m. sles.) (R m) c; (2.8)
T k.stan. \u003d (T k.stan. -T k.um.stan.) (R m) σε? (2.9)
T K. Sles. \u003d (T k.ssesles. -T K.M. Sles.) (R m) σε? (2.10)
T.antan. \u003d (t t.stan. -t t. a.stan.) (r m) t; (2.11)
Τ. Sles. \u003d (T t.sles. -T t.d.sles.) (R m) t; (2.12)
όπου t μυαλό. - το ποσό της μείωσης της έντασης εργασίας, ανάλογα με την παροχή ανταλλακτικών από την πλευρά. Που καθορίζεται από τον πίνακα (βλέπε προσάρτημα 4).
Τη συνολική ένταση εργασίας των μηχανημάτων κατά τη διάρκεια της επισκευής (Τ.).
T Συνολικό. \u003d T s.stan. + T k.stan. + T t.sc. ; (2.13)
T Συνολικό. Stan.Oms. \u003d T o.stan. ; (2.14)
T Συνολικό. \u003d T Συνολικό. + T συνολικά. (2.15)
Ομοίως για την εργασία στο χώρο εργασίας, εκτός από τα κανονιστικά δεδομένα που λαμβάνονται.
T Σύνολο. Sles.Oms. \u003d T o.sles. 1,1; (2.16)
εκείνοι. Η σκέψη θα αυξηθεί κατά 10% λόγω εργασίας σε διαφορετικά εργαστήρια (πίνακας 2.2).
Πίνακας 2.2. Επισκευές
|
Όνομα συνολικού |
Θέση του μηχανήματος |
Είδος επισκευής |
Συνολικός τρόμος, Ν-Η. |
||||||
|
Δοκός γερανού |
|||||||||
|
Περίφημος |
|||||||||
|
Γεώτρηση |
|||||||||
|
Γερανός |
|||||||||
|
Αλεσμα |
|||||||||
|
Στίλβωμα |
|||||||||
|
Κατακόρυφα τρυπάνι |
|||||||||
|
Κατακόρυφα τρυπάνι |
|||||||||
|
Ηλεκτρολυμένος |
|||||||||
|
Edko-slip |
Λόγω της έλλειψης παράδοσης στο κατάστημα ανταλλακτικών, για τον Ιούλιο του 2009, ο λογιστικός συντελεστής τους, η συνολική ένταση εργασίας των επισκευών δεν μειώνει και ισούται με 1.
Πίνακας 2.3. Επιθεωρήσεις
|
Όνομα συνολικού |
Θέση του μηχανήματος |
Ένταση εργασίας των υδραυλικών έργων, n-h. |
Ένταση εργασίας μηχανημάτων, n-h. |
Σύνολο Ισόγειος, Ν-Η. |
||||
|
"Πρωτοπόρος" |
||||||||
|
Ανελκυστήρας |
||||||||
|
Ανελκυστήρας |
Λεβητοστάσιο |
|||||||
|
"Πρωτοπόρος" |
||||||||
|
Ηλεκτρολυμένος |
||||||||
|
Ηλεκτρολυμένος |
||||||||
|
Ηλεκτρολυμένος |
||||||||
|
Ανελκυστήρας |
||||||||
|
Ηλεκτρολυμένος |
||||||||
|
Σωρεύτης |
||||||||
|
Σωρεύτης |
T Συνολικό. Sles. \u003d 3065 n-h; T Συνολικό. \u003d 1037 n-h; T Συνολικό. \u003d 3065 + 1037 \u003d 4102 n-Η.
Η εργασιακή εργασία επισκευής για άλλους μήνες του έτους έχει σχεδιαστεί ομοίως (βλ. Πίνακα 2.4). Με βάση τα δεδομένα αυτά, χτίζεται ένα συνολικό χρονοδιάγραμμα για την αλλαγή της πολυπλοκότητας των εργασιών επισκευής που έχει προγραμματιστεί στο εργαστήριο επισκευής και μηχανικό για το 2009. Το κτίριο πραγματοποιείται λαμβάνοντας υπόψη τα πιθανά προγράμματα ανοικοδόμησης για μήνες, δηλ. Από τους πιο φορτισμένους μήνες, ένα ορισμένο ποσό μεγάλων επισκευών μεταφέρθηκε στον προηγούμενο μήνα. Αυτό το πρόγραμμα έχει την ακόλουθη φόρμα:
Σύκο. 2.2. Χάρτης πολυπλοκότητας των προγραμματισμένων επισκευών για το 2009
Πίνακας 2.4.
|
TOBSCH (ώρα) |
|
Σεπτέμβριος |
|||||||
|
TOBSCH (ώρα) |
3. Προτεινόμενα μέτρα για τη βελτίωση της οργάνωσης της παραγωγής και της οικονομικής τους αποδοτικότητας
3.1 Δημιουργία χρονοδιαγράμματος ημερολογίου για εργασίες επισκευής
Για την εκπλήρωση όλων των επισκευών και συντήρησης του εξοπλισμού και άλλων τύπων πάγιων περιουσιακών στοιχείων, απαιτείται μια ορθολογική οργάνωση και σαφώς προγραμματισμένη εργασία του επισκευαστικού και μηχανολογικού εργαστηρίου. Έτσι, για τη βελτιστοποίηση του εγχειριδίου και διαχείρισης της οργάνωσης της εργασίας, συνιστάται να σχεδιάζετε τη διάρκεια της επισκευής.
Η προγραμματισμένη διάρκεια της επισκευής του εξοπλισμού εξαρτάται από την πολυπλοκότητα της εργασίας επισκευής, την εκπληκτική πολυπλοκότητα του εξοπλισμού, τον αριθμό της ταξιαρχίας επισκευής. Έχοντας αυτά τα δεδομένα μπορείτε να δημιουργήσετε ένα χρονοδιάγραμμα ημερολογίου για τη διάρκεια των επισκευών. Ένα τέτοιο πρόγραμμα σε αυτό το εργαστήριο, δυστυχώς, δεν χρησιμοποιείται. Ωστόσο, είναι δυνατόν να προσδιοριστεί με μεγαλύτερη ακρίβεια τις ημέρες προμήθειας εξοπλισμού για επισκευές, το φόρτο εργασίας των εργαζομένων κατά τη διάρκεια της ημέρας, τη δυνατότητα επέκτασης του έργου.
Ο διάλογος των προγραμματισμένων επισκευών δείχνει ότι ο Ιούλιο είναι ο πιο κατεβασμένος μήνας του έτους.
Δημιουργία χρονοδιαγράμματος ημερολογίου για το εργαστήριο επισκευής και μηχανολογίας για τον Ιούλιο, είναι απαραίτητο να ξεκινήσετε με την ομαδοποίηση των απαραίτητων επιθεωρήσεων σε αντικείμενα.
Από 21 έως 39 - Ονοματολογία αριθμούς αντικειμένων υπηρεσιών.
Πίνακας 3.1. Ομαδοποίηση επιθεωρήσεων σε αντικείμενα
|
ΛΕΒΗΤΟΣΤΑΣΙΟ |
||
|
Γραφείο Πωλήσεων |
||
Η συνολική ένταση εργασίας της επιθεώρησης και συντήρησης σε κάθε εργαστήριο και το τμήμα ορίζεται ως το άθροισμα της πολυπλοκότητας των εγκαταστάσεων για τη συντήρηση αντικειμένων χωριστά για τα μηχανήματα και τις κλειδαριές. Η εξέταση μπορεί να συμβεί σε έναν ελεύθερο χρόνο από τις προγραμματισμένες επισκευές. Για να δημιουργήσετε ένα χρονοδιάγραμμα ημερολογίου για την επισκευή επισκευών, θα υπολογίσουμε τη διάρκεια των επισκευών από τον τύπο:
όπου t n είναι η προγραμματισμένη διάρκεια της μονάδας επισκευής, η.;
t- το πρότυπο πολυπλοκότητας που αντιστοιχεί στον τύπο επισκευής μιας μονάδας επιδιόρθωσης πολυπλοκότητας ·
R m - μονάδες επιδιόρθωσης πολυπλοκότητας.
H p - τον αριθμό της ταξιαρχίας επισκευής, των ανθρώπων.
Συντελεστής επεξεργασίας στρογγυλής επεξεργασίας.
Είναι αδύνατο να προσδιοριστεί με ακρίβεια την εναλλαγή του έργου των κλειδαριών και των μηχανημάτων στο εργαστήριο εγκαίρως, έτσι μέσα στην ταξιαρχία είναι απαραίτητο να καθορίσει ανεξάρτητα τον όγκο και το χρόνο των μεμονωμένων τύπων εργασίας (υδραυλικά και μηχανήματα).
Λαμβάνοντας υπόψη τα υπολογισθέντα ανωτέρω τον αριθμό των εργασιών και των κατηγοριών της πολυπλοκότητας των βιομηχανικών επισκευών, θα πρέπει να υπάρχουν 16 άτομα στη ταξιαρχία. Κατά την οικοδόμηση ενός χρονοδιαγράμματος ημερολογίου, λαμβάνουμε υπόψη ότι ο συνολικός χρόνος εργασίας χωρίζεται σε 16 υπαλλήλους της ταξιαρχίας (εκ των οποίων 11 locksters, 5 συρραπτικά).
Πίνακας 3.2. Υπολογισμός της διάρκειας των προγραμματισμένων επισκευών
|
Αριθμός επισκευής αντικειμένου |
Αναγνώριση εξοπλισμού |
Τοποθεσία εξοπλισμού |
Προγραμματισμένη διάρκεια επισκευής |
|
|
Δοκός γερανού |
(88+202,4)/1,9516=9,07 |
|||
|
(66+151,8)/1,9516=6,8 |
||||
|
Περίφημος |
(297+683,1)/1,9516=30,1 |
|||
|
Γεώτρηση |
(55+126)/1,9516=5,6 |
|||
|
Γερανός |
(23,1+52,8)/1,9516=2,37 |
|||
|
Αλεσμα |
(100,1+288,8)/1,9516=12 |
|||
|
Στίλβωμα |
(33+75,9)/1,9516=3,4 |
|||
|
Κάθετα γεώτρηση |
(46,2+105,6)/1,9516=4,7 |
|||
|
Κάθετα γεώτρηση |
(42,35+96,8)/1,9516=4,3 |
|||
|
Ηλεκτρολυμένος |
(15,4+35,2)/1,9516=3,5 |
|||
|
Edko-slip |
(38,5+88)/1,9516=3,9 |
|||
|
Ηλεκτρολυμένος |
(4,4+8,8)/1,9516=0,4 |
|||
|
Ηλεκτρολυμένος |
(4,4+8,8)/1,9516=0,4 |
Με βάση τα ληφθέντα δεδομένα, δημιουργούμε ένα χρονοδιάγραμμα, καθοδηγούμε από τις ακόλουθες αρχές:
1. Για να επιδιορθώσετε κάθε μηχανή, είναι απαραίτητο να αφήσετε το χρόνο που υπερβαίνει τη διάρκεια των προγραμματισμένων επισκευών σε περίπτωση που η ανάγκη επισκευής με μεγαλύτερη πολυπλοκότητα από το κανονιστικό. Αυτή τη φορά ονομάζεται χρόνος δημιουργίας αντιγράφων ασφαλείας.
2. Κάθε νέο μηχάνημα αρχίζει να εξυπηρετεί πρώτα την επόμενη στροφή ή από το δεύτερο εξάμηνο (αυτό είναι απαραίτητο έτσι ώστε ο εργαζόμενος να βλέπει το αποτέλεσμα της δουλειάς του και η περιοχή περιοχής δεν είναι απαραίτητη).
3. Εάν οι προγραμματισμένοι υπολογισμοί, ο χρόνος επισκευής του μηχανήματος τελειώνει ανάμεσα στη μετατόπιση, αλλά δεν υπερβαίνει το μισό, τότε πάνω από τον χρόνο αντιγράφων ασφαλείας παίρνει τον αριθμό των υπόλοιπων ωρών αυτής της ημέρας.
4. Εάν ο χρόνος επισκευής του μηχανήματος τελειώνει ανάμεσα στη μετατόπιση και υπερβαίνει το μισό, τότε για το χρόνο δημιουργίας αντιγράφων ασφαλείας των υπόλοιπων ωρών της ημέρας και το πρώτο μισό της επόμενης μετατόπισης.
5. Εάν δεν εμφανιστεί απροσδόκητη επισκευή, αυτή η μέρα χρησιμοποιείται για τη συντήρηση έτσι ώστε οι εργαζόμενοι να μην είναι αδρανές.
Με βάση αυτές τις αρχές, το χρονοδιάγραμμα ημερολογίου για τη διάρκεια των προγραμματισμένων επισκευών έγινε για τον Ιούλιο του 2009 (βλ. Εικ. 3.1).
Έτσι, σύμφωνα με το χρονοδιάγραμμα, είναι ορατές ακριβείς ημερομηνίες επισκευής ορισμένων μηχανημάτων και ημερών υπηρεσίας. Δωρεάν ώρες μπορούν να χρησιμοποιηθούν για την παραγωγή στο εργαστήριο διαφόρων υπηρεσιών.
Δημιουργία χρονοδιαγράμματος ημερολογίου για την επισκευή επισκευών, η οποία θα εξορθολογίσει την παραλαβή ενός συγκεκριμένου τύπου εξοπλισμού για επισκευές, θα σώσει την περιοχή του εργαστηρίου από το υπερβολικό φόρτο εργασίας, θα επιτρέψει στους υπαλλήλους να επικεντρωθούν καλύτερα από την άποψη της εργασίας, οι οποίες θα Απελευθερώστε τους από μια απότομη αύξηση της εργασίας στο τέλος του μήνα. Με αυτό το πρόγραμμα, μπορείτε να σχεδιάσετε σαφώς εξοπλισμό φόρτωσης σε διαμερίσματα παραγωγής. Η οικοδόμηση αυτού του χρονοδιαγράμματος για όλους τους δώδεκα μήνες θα αντικατοπτρίζει σαφώς το χρόνο διακοπής κατά τη διάρκεια του έτους και θα σας επιτρέψει να διαδώσετε πιο ορθολογικά την επισκευή κατά μήνα, καθορίστε τον πιο επιθυμητό χρόνο των εργαζομένων διακοπών.
3.2 Οργάνωση πολύπλοκου ταξιαρχίας επισκευής
Δεδομένου ότι η επισκευή όλων των ειδών, και μερικές φορές η διακεκομμένη υπηρεσία γίνεται από το εργαστήριο επισκευής και μηχανολογικού εργαστηρίου, η ποιότητα και η ποσοτική σύνθεση των εργαζομένων του εργαστηρίου, η οργανωτική της δομή έχει μεγάλη σημασία.
Σε αυτό το έγγραφο, η εκπαίδευση προτείνεται στο εργαστήριο μιας πολύπλοκης επισκευής ταξιαρχίας, η οποία θα περιλαμβάνει εργαζόμενους διαφόρων επαγγελμάτων που εκτελούν ένα σύνθετο τεχνολογικά ετερογενές εργασίες που καλύπτουν όλους τους τύπους επισκευής και συντήρησης μεταλλουργίας και άλλου εξοπλισμού. Η σκοπιμότητα της επιλογής αυτού του τύπου ταξιαρχίας εξηγείται από τους ακόλουθους παράγοντες:
Την εφαρμογή ενός συγκροτήματος αλληλένδετου έργου που απαιτεί την ταυτόχρονη συμμετοχή μιας ομάδας καλλιτεχνών ·
Την αδυναμία να καθορίσει τον σταθερό όγκο και τη σύνθεση της εργασίας λόγω απρόβλεπτων επισκευών ·
Ο αριθμός, η επαγγελματική και προκριματική σύνθεση της ταξιαρχίας δημιουργείται ανάλογα με την προγραμματισμένη ένταση εργασίας και την πολυπλοκότητα της προγραμματισμένης εργασίας για την επισκευή και τη συντήρηση.
Στο Κεφάλαιο 2, οι εργασίες αποφοίτησης καθορίστηκαν από τον καθορισμό του απαραίτητου αριθμού εργαζομένων. Οι υπολογισμοί έδειξαν ότι ακόμη και στο πιο κατεβασμένο μήνα 2009 - 5 μηχανουργείων και 11 locksters θα πρέπει να καταλαμβάνουν την επισκευή και τη συντήρηση. Αποτελούν μια ταξιαρχία επισκευής.
Επί του παρόντος, 6 μηχανηματα και 15 κλειδαριές, που χρησιμοποιούνται σε εργασίες επισκευής και συντήρησης στο εργαστήριο, το οποίο υπερβαίνει τον απαιτούμενο αριθμό εργαζομένων ανά 5 άτομα (1 μηχανή και 4 locksters). Ως εκ τούτου, συνιστάται η μείωση του αριθμού των εργαζομένων της μικρότερης εκφόρτισης προσόντων που δεν αντιστοιχεί στη διατήρηση του εξοπλισμού της μεσαίας και υψηλής κατηγορίας πολυπλοκότητας ή τη μετάφασή τους στις βάσεις επισκευών των κύριων καταστημάτων παραγωγής.
Για να δικαιολογηθεί αυτή η πρόταση, διεξήχθη ένας συγκριτικός υπολογισμός των μισθών για πλήρη και συντομευμένη σύνθεση.
Το αμοιβαίο κεφάλαιο καθορίζεται ως προϊόν της προγραμματισμένης έντασης εργασίας για την τεμάχια μέση τιμή ενός κανονικού χρόνου, λαμβάνοντας υπόψη το% της πριμοδότησης. Όλοι οι τύποι εργασίας σχετικά με την επισκευή και τη συντήρηση του εξοπλισμού καθορίζονται από τους κανόνες του χρόνου στο ρολόι. Αυτά τα έργα εκτελούνται σύμφωνα με το σχέδιο εξάρτησης, το οποίο βασίζεται στα μηνιαία χρονοδιαγράμματα των χρονοδιαγραμμάτων επισκευής και συντήρησης. Το προγραμματισμένο και αμειβόμενο έγγραφο για τη ταξιαρχία είναι ένα μηνιαίο σχέδιο. Στο μηνιαίο σχέδιο, η ταξιαρχία έχει οριστεί:
Ονόματα και αριθμός επισκευασμένων και εξυπηρετούμενων εξοπλισμού.
Το ποσό των μονάδων επισκευής
Είδος επισκευής και μέση απόρριψη της εργασίας.
Προγραμματισμένη ένταση εργασίας σε κανονικές ώρες.
Το ποσό των κανονιστικών μισθών για την εκτέλεση έργων σε ρούβλια ·
Προγραμματισμένη ώρα για την εκτέλεση εργασιών.
Κατά την συμπλήρωση του σχεδίου, η μέση εκφόρτιση των εργασιών καθορίζεται ανάλογα με το όνομα και την επισκευή του εξοπλισμού που πρέπει να επισκευαστεί σε αυτό το μήνα.
Πίνακας 3.3. Σχεδιάζω
Για κάθε υπάλληλο, ένα μηνιαίο δασμολογικό κέρδος καθορίζεται σύμφωνα με τους εργαζόμενους του ρολογιού και τη χορηγία απαλλαγής.
Πίνακας 3.4. Υπολογισμός των μηνιαίων δασμολογικών κερδών (ZP Tar.Vr.m.) για την πλήρη σύνθεση των ταξιαρχών των εργαζομένων
|
Zp tarpovr. , τρίψτε. |
|||||
|
Για κλειδαράδες: |
|||||
Πίνακας 3.5. Υπολογισμός ενός μηνιαίου δασμολογικού κέρδους (ZP tar.vr.m.) για τη συντομευμένη σύνθεση των ταξιαρχίων των εργαζομένων
|
Χρόνος που πέρασε χρόνο (f. Φύλο.), Η. |
Τιμοκατάλογος (από την ώρα. Εγώ), τρίψτε. |
Zp tarpovr. , τρίψτε. |
|||
|
Για κλειδαράδες: |
|||||
Ο μισθός των εργαζομένων αποτελείται από:
Μηνιαία κέρδη δασμολογίας.
Κομμάτι, δεδουλευμένη λαμβάνοντας υπόψη τον συντελεστή διανομής του ξενιστή.
Βραβεία που συγκεντρώνονται με τον συντελεστή κατανομής του βραβείου.
Ο υπολογισμός γίνεται με την ακόλουθη σειρά:
CDC \u003d Zpr prizht tar.povr. , (3.2)
όπου PPC SD. - Ενίσχυση της ταξιαρχίας.
K R.PR. - Ο συντελεστής διανομής της κατάσχεσης από τη ταξιαρχία.
Ο συντελεστής διανομής της πριμοδότης του Brigadier υπολογίζεται (K R.P.):
Πίνακας 3.6. Υπολογισμός μισθοδοσίας για την πλήρη σύνθεση των ταξιαρχικών των εργαζομένων
|
Zp tarpovr. , τρίψτε. |
Ενίσχυση, τρίψτε. (K R.PR. \u003d 0,1) |
Βραβείο, τρίψτε. (K R.P. \u003d 0,33) |
Μισθός, τρίψτε |
||
|
Για κλειδαράδες: |
|||||
Πίνακας 3.7. Υπολογισμός των μισθών για τη συντομευμένη σύνθεση των ταξιαρχίων των εργαζομένων
|
Zp tarpovr. , τρίψτε. |
Ενίσχυση, τρίψτε. (K R.PR. \u003d 0,35) |
Βραβείο, τρίψτε. (K R.P. \u003d 0,4) |
Μισθός, τρίψτε |
||
|
Για κλειδαράδες: |
|||||
|
Για εργαλειομηχανές: |
|||||
Από αυτούς τους υπολογισμούς, μπορεί να συναχθεί το συμπέρασμα ότι ένα τέτοιο μέτρο αυξάνει τους μισθούς των εργαζομένων κατά μέσο όρο κατά 22,5%, γεγονός που αυξάνει το υλικό τους ενδιαφέρον.
Ένας άλλος θετικός δείκτης μπορεί να είναι η ανάπτυξη ενός εργαζομένου:
όπου στο 1 - η ανάπτυξη ενός εργαζομένου με την πλήρη ταξιαρχία.
Σε 2 - ανάπτυξη ανά εργαζόμενο υπό τη συντομευμένη σύνθεση της ταξιαρχίας.
N 1, n 2 - ο αριθμός των εργαζομένων στη ταξιαρχία.
T είναι η πολυπλοκότητα των εργασιών επισκευής.
Με βάση τους υπολογισμούς που παράγονται προηγουμένως του αριθμού εργαστηρίων εργασίας και ITER, προτείνεται η ακόλουθη οργανωτική δομή:
Σύκο. 3.2. Νέα οργανωτική δομή του μηχανικού εργαστηρίου στο FSUE "Kalugaprybor"
συμπέρασμα
Για να διατηρηθεί ο εξοπλισμός σε κατάσταση λειτουργίας, επιδιόρθωση εργασίας, επιτρέποντας τη μείωση του χρόνου χρόνου για την επισκευή του εξοπλισμού στο FSUE "Kalugaprybor" υπάρχει ένα ειδικό κατάστημα επισκευής που είναι ένα από τα σημαντικά τμήματα της βοηθητικής παραγωγής. Το εργαστήριο επισκευάζεται από την κύρια και βοηθητική, ανύψωση και μεταφορά και άλλο εξοπλισμό που έχει το εργοστάσιο. Τα κύρια καθήκοντα του εργαστηρίου επισκευής και μηχανολογικού εργαστηρίου είναι: διεξάγοντας την προφυλλική συντήρηση του εξοπλισμού, την έγκαιρη επισκευή και τον εκσυγχρονισμό.
Η ιδιαιτερότητα του εργαστηρίου επισκευής είναι η εξαιρετικά μεγάλη ποικιλία διαδικασιών που χρησιμοποιούνται στην επισκευή. Ως εκ τούτου, είναι δύσκολη η εισαγωγή νέων τεχνολογιών σε φυτά, μη εξειδικευμένες επισκευές. Αυτό απαιτεί αύξηση της οργάνωσης της εργασίας στο κατάστημα επισκευών και λαμβάνει υπόψη το πιο ορθολογικό και πιθανό μερίδιο του μεριδίου παραλαβής ανταλλακτικών για εργοστασιακό εξοπλισμό από την πλευρά.
Με μεγάλη σημασία, κατά τον υπολογισμό του αριθμού των εργαζομένων, έχει βρεθεί η επιλεγμένη μέθοδος οργάνωσης της εργασίας (συγκεντρωτική, αποκεντρωμένη, μικτή). Η κύρια διαφορά των μεθόδων είναι η κατανομή των εργασιών μεταξύ της επισκευής και των μηχανικών εργαστηρίων και των βάσεων επισκευής καταστημάτων, η οποία μειώνει ή αυξάνει την πολυπλοκότητα.
Πρώτον, προτείνεται να σχηματιστεί μια πολύπλοκη ταξιαρχία επισκευής στο εργαστήριο, το οποίο θα περιλαμβάνει εργαζόμενους από διαφορετικά επαγγέλματα που εκτελούν ένα συγκρότημα τεχνολογικά ετερογενών εργασιών που καλύπτουν όλους τους τύπους επισκευής και συντήρησης μεταλλουργίας και άλλου εξοπλισμού. Τα κύρια πλεονεκτήματα των σύνθετων ταξιαρχιών είναι:
Παρόμοια έγγραφα
Την έννοια και τους δείκτες της ποιοτικής αξιολόγησης των υπηρεσιών. Περιεκτική ανάλυση των δραστηριοτήτων της εταιρείας επισκευής και κατασκευής. Βελτίωση της ποιότητας των υπηρεσιών βελτιώνοντας τα προσόντα του προσωπικού, την οργάνωση του συστήματος ελέγχου για την παράδοση εγκαταστάσεων και καθαρισμού.
Διατριβή, πρόσθεσε 15.06.2012
Θεωρητικές πτυχές, τύποι, σχήματα και μέθοδοι, ανάπτυξη μορφών παραγωγής παραγωγής. Ανάλυση της παραγωγής και της οικονομικής δραστηριότητας της επιχείρησης, τη δομή της διαχείρισης και της παραγωγής. Γεγονότα σχετικά με τη βελτίωση της κύριας παραγωγής της επιχείρησης.
Διατριβή, πρόσθεσε 25.05.2010
Υπολογισμός του προγράμματος παραγωγής, καθορίζοντας τον τύπο της παραγωγής, την ανάγκη εξοπλισμού, τον αριθμό των κύριων εργαζομένων παραγωγής. Διαχείριση του εργαστηρίου και τρόπους βελτίωσης της οργάνωσης της εξασφάλισης της παραγωγής από οχήματα.
Το μάθημα προστέθηκε 02.03.2010
Χαρακτηριστικά και κύρια αποτελέσματα του OJSC "Inprotekhservis". Βελτίωση του σχεδιασμού της οργάνωσης παραγωγής του οργανισμού λόγω αύξησης της παραγωγής και δημιουργίας ενός νέου εργαστηρίου για την παραγωγή γεωσυνθετικών υλικών.
Εργασία μαθημάτων, πρόσθεσε 24.02.2014
Αξιολόγηση της αποτελεσματικότητας και ανάπτυξης προτάσεων για τη βελτίωση των δομών παραγωγής, οργανωτικής και διαχείρισης του οργανισμού στο παράδειγμα της JSC Agropromtrans. Βελτίωση του συστήματος διαχείρισης των συγκρούσεων στον οργανισμό γεωργίας.
Εξέταση, πρόσθεσε 01/18/2015
Χαρακτηριστικά των ειδών, των μορφών και των τύπων οργάνωσης παραγωγής. Διακριτικά χαρακτηριστικά της ροής, της διαχωρισμού και των μεμονωμένων μεθόδων οργάνωσης της παραγωγής. Χαρακτηριστικά της οργάνωσης παραγωγής στο βοηθητικό και εξυπηρετώντας τμήματα της επιχείρησης.
Περίληψη, προστέθηκαν 06/16/2010
Γενικές διατάξεις της οργάνωσης των μεθόδων παραγωγής συνεχούς ροής. Ανάπτυξη της μορφής ειδικοποίησης των εργαστηρίων. Η προσωπική παραγωγή αποτελεί προοδευτική μορφή διοργάνωσης διαδικασιών παραγωγής. Χαρακτηριστικά σημάδια της οργάνωσης της παραγωγής ροής.
Εξέταση, προστέθηκε 03.06.2008
Αρχές, μορφές, μέθοδοι οργάνωσης της παραγωγής. Υπολογισμός του προγράμματος παραγωγής, η ανάγκη εξοπλισμού, η περιοχή του εργαστηρίου και ο αριθμός των κύριων εργαζομένων παραγωγής. Οργάνωση επισκευής, όργανο, αποθήκη, μεταφορά.
Το μάθημα προστέθηκε 02.03.2010
Η οικονομική ουσία της αμοιβής σε μια οικονομία της αγοράς, τη μορφή της. Ανάλυση του μισθολογικού συστήματος στην επιχείρηση "Real" Επισκευή και μεταφορές LLC. Εφαρμογή προτάσεων για τη χρήση των υλικών μεθόδων για τη βελτίωση του κινήτρου προσωπικού.
Διατριβή, πρόσθεσε 01.07.2014
Τύποι οργάνωσης παραγωγής: ουσία, έννοια και συγκριτικό χαρακτηριστικό. Χαρακτηριστικά και πλεονεκτήματα του σειριακού τύπου της μεθόδου διαχωρισμού της οργάνωσης της παραγωγής. Οι κύριες κατευθύνσεις της βελτίωσης της οικονομικής αποτελεσματικότητας της οργάνωσης της παραγωγής.
Ευχαριστούμε το συντακτικό συμβούλιο του περιοδικού "Κρόνος" NPO "Κρόνος" για την παροχή αυτού του υλικού.
Με τα χρόνια, η ύπαρξη επιχειρήσεων έχει αναπτύξει μια πρακτική που το εργοστάσιο δημιουργεί την έδρα του κύριου μηχανικού και στα εργαστήρια υπάρχουν ανεξάρτητες υπηρεσίες για την επισκευή και τη συντήρηση του εξοπλισμού. Ταυτόχρονα, η διαχείριση αυτών των υπηρεσιών πραγματοποιείται απευθείας από τον επικεφαλής του εργαστηρίου ή του υποκαταστάτη της και λειτουργικά ο κύριος μηχανικός. Στα εργαστήρια, οι αποθήκες των ανταλλακτικών για τον εξοπλισμό τους οργανώνονται, το προσωπικό προσλαμβάνεται για επισκευή εξοπλισμού, σχηματίζονται τα δικά τους χρονοδιαγράμματα επισκευών, τα οποία εκτελούνται από τους δικούς τους ανθρώπους. Και έτσι για πολλά χρόνια, μέχρι να εμφανιστεί ο προηγμένος εξοπλισμός, ο οποίος είναι μάλλον παρόμοιος με την "ντουλάπα με καλώδια" από τη συνηθισμένη μηχανή. Και από αυτά τα μηχανήματα είναι περισσότερο, τόσο πιο δύσκολο να τα εξυπηρετήσουν ...
Οι νέες τεχνολογίες κατασκευής και οι απαιτήσεις ποιότητας απαιτούσαν επίσης εντελώς νέους τύπους εξοπλισμού. Φυσικά, ήταν δυνατό να αποκτήσετε ειδικούς σε αυτόν τον εξοπλισμό ή να δείξουμε τη μάθηση σε κάθε εργαστήριο των εργαζομένων. Αλλά εξακολουθούν να πρέπει να τα βρουν!
Και αυτό είναι μόνο ένα από τα προβλήματα που έπρεπε να αντιμετωπίσω την κύρια μηχανική υπηρεσία των κινητήρων ADC-Perm Motors. Μετά από όλα, με την έναρξη της προετοιμασίας για τη σειριακή παραγωγή του κινητήρα PD-14, όχι μόνο ο αριθμός των ληφθέντων εξοπλισμού, αλλά και η πολυπλοκότητά της αυξήθηκε. Οι νέες τεχνολογίες κατασκευής και οι απαιτήσεις ποιότητας απαιτούσαν επίσης εντελώς νέους τύπους εξοπλισμού. Φυσικά, ήταν δυνατό να αποκτήσετε ειδικούς σε αυτόν τον εξοπλισμό ή να δείξουμε τη μάθηση σε κάθε εργαστήριο των εργαζομένων. Αλλά εξακολουθούν να πρέπει να τα βρουν!
Ταυτόχρονα, για τον αποκτηθείσα εξοπλισμό, πρέπει να δημιουργήσετε ακόμα τα δικά σας στοιχεία επισκευής κεφαλαίων. Και έτσι σε κάθε εργαστήριο ... έγινε το πρόβλημα του "αριθμού δύο" για την υπηρεσία του κύριου μηχανικού.
Και επιδεινώθηκε από το γεγονός ότι τα εργαστήρια δεν ήταν σχεδόν καθόλου στατιστικά στοιχεία σχετικά με την αποτυχία, η διακοπή δεν ήταν σταθερή, παραβίασε τα αρχεία των διαθέσιμων ανταλλακτικών για τον εξοπλισμό και χωρίς σαφείς πληροφορίες, οι οποίες θα απαιτηθούν στο εγγύς μέλλον.
Και στο πλαίσιο της ανάπτυξης της παραγωγής, κάθε ώρα διακοπής εξοπλισμού ήταν ευαίσθητη λόγω της επισκευής. Και όσο περαιτέρω, τόσο πιο δύσκολο ήταν να αντιμετωπίσει την αύξηση του όγκου του "εργασίας". Και συνέχισε, μέχρι το υπάρχον σύστημα εξυπηρέτησης και εξοπλισμού επισκευής να σταματήσει να αντιμετωπίσει.
Ήταν απαραίτητο να χτίσουμε τα πάντα από το μηδέν. Αυτές είναι οι διαδικασίες σχεδιασμού υπηρεσιών εξοπλισμού, η δημιουργία επιχειρησιακής σύνδεσης με την κύρια υπηρεσία μηχανικού όταν οι μηχανές είναι εκτός αποτυχίας, η οργάνωση του διαχειριζόμενου ταμείου ανταλλακτικών, ο σχηματισμός και η αποκατάσταση των ευκαιριών επισκευής "από μόνος του" .
Ανάλυση της τρέχουσας κατάστασης
Μια ανάλυση της οργάνωσης της εργασίας σχετικά με τη συντήρηση του εξοπλισμού μέσα στα καταστήματα έδειξε τα μειονεκτήματά του. Πρώτον, δεν υπάρχουν ορισμένοι κανόνες, ποια εργασία και σε ποιους όγκους θα πρέπει να διεξάγονται εντός του εργαστηρίου και όταν είναι απαραίτητο να δοθεί στο μηχάνημα στον συμβαλλόμενο οργανισμό. Δεύτερον, τα εργαστήρια εκτελούνται μόνο από τα έργα που μπορούν να είναι στην τρέχουσα ώρα ανάλογα με τη διαθεσιμότητα ανταλλακτικών. Τρίτον, όπως αναφέρθηκε προηγουμένως, η εργασία που δεν εκτελείται πουθενά δεν καταγράφεται και οι περιπτώσεις επισκευής μπορούν να αποκαλυφθούν μόνο σε περίπτωση αγοράς ανταλλακτικών ή με μια πάσακτη έκκληση προς τον συμβαλλόμενο οργανισμό.
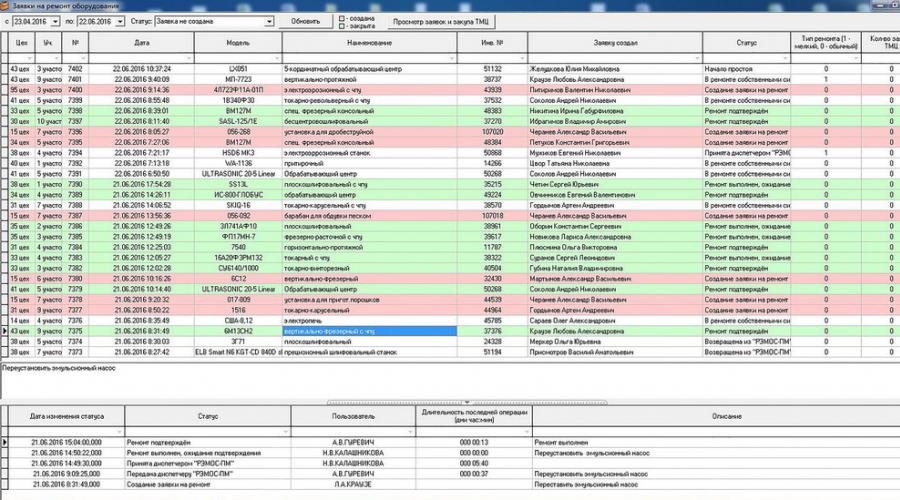
Για να οικοδομήσουμε ένα σύστημα προειδοποίησης σχετικά με την αποτυχία του εξοπλισμού, αποφασίστηκε να βελτιωθεί η υφιστάμενη ARMA "Εφαρμογές επισκευής εφαρμογών". Νωρίτερα, για να ενημερώσετε τις αρμόδιες υπηρεσίες, ο πλοίαρχος κατασκευής ήταν απαραίτητος για να βρείτε τους μηχανικούς του εργαστηρίου, στη συνέχεια να περιμένετε τους υπαλλήλους της μηχανικής υπηρεσίας, να φέρουν το πρόβλημα στους ερμηνευτές, στα οποία, ως αποτέλεσμα, κατά συνέπεια, των μετατοπισμένων.
Στατιστικές σχετικά με την αποτυχία του εξοπλισμού και τις αιτίες των αποτυχιών
Προς το παρόν, σε περίπτωση έκτακτης ανάγκης ή προγραμματισμένης συντήρησης, ο πλοίαρχος παραγωγής είναι αρκετός για να τεθεί σήμα στην κατάσταση του εξοπλισμού και στη συνέχεια ολόκληρη η διαδικασία συμβαίνει ήδη χωρίς τη συμμετοχή του. Ταυτόχρονα, λόγω της αυτοματοποίησης, έγινε δυνατή η συλλογή στατιστικών σε κάθε περίπτωση για κάθε περίπτωση, για ποιους λόγους σταματά το ένα ή το άλλο μηχάνημα και σχεδιάζει ήδη τους απαραίτητους τύπους επισκευών για κάθε μονάδα εξοπλισμού.


Λογιστική για την κατάσταση επισκευής διακοπών και του τρέχοντος εξοπλισμού
Βελτιστοποίηση των υφιστάμενων πόρων
Το κύριο καθήκον αυτής της φάσης ήταν η αξιολόγηση των υφιστάμενων πόρων για τη διατήρηση του εξοπλισμού σε κατάσταση λειτουργίας. Σε κάθε εργαστήριο, οργανώθηκε μια απογραφή ανταλλακτικών και πραγματοποιήθηκε ανάλυση. Αξίζει να σημειωθεί ότι ταυτόχρονα η απογραφή πραγματοποιήθηκε στην οργάνωση μιας αποθήκης ανταλλακτικών. Την εποχή εκείνη, αυτό επέτρεψε τη δυνατότητα μείωσης των αναγκών για αμφίβια στοιχεία για εργαλειομηχανές. Όταν συλλέχθηκαν όλες οι πληροφορίες, αποδείχθηκε ότι τα περισσότερα από τα ανταλλακτικά που απαιτούνται σε αυτό το σημείο ήταν στα γειτονικά καταστήματα και συχνότερα στις αποθήκες των εργαστηρίων "Lay" λεπτομέρειες για μηχανές που έχουν ήδη διαγραφεί σε αυτό το εργαστήριο.
Ένα εξίσου σημαντικό καθήκον ήταν να αξιολογηθεί η υφιστάμενη σύνθεση προσωπικού ...

Λυπούμαστε, το υλικό αυτό είναι διαθέσιμο εξ ολοκλήρου στους συμμετέχοντες στην κοινότητα των διαχειριστών παραγωγής.
Μπορείτε να εγγραφείτε και να έχετε πρόσβαση αποκλειστικά αναλυτικά, μεθοδολογικά και μεταφραστικά υλικά που δημοσιεύονται στον ιστότοπο.
Η συμμετοχή δίνει επίσης πολλά πρόσθετα χαρακτηριστικά.
Ναι. Kosinov, Α.Α. Romanov, yu.v. Trofimov
(OJSC "TSKB Energoremont", OJSC "Rao Ues of Russia" ")
1. Δήλωση στόχων της βελτίωσης της επισκευής αντικειμένων
Ηλεκτρική βιομηχανία ηλεκτρικής ενέργειας
Τα θεμελιώδη κριτήρια για τη βελτίωση της συντήρησης και της επισκευής πρέπει να είναι υπεύθυνες για τους τελικούς στόχους της παραγωγής ενέργειας - εξασφαλίζοντας την αξιοπιστία του ενεργειακού εφοδιασμού των καταναλωτών.
Στο επίπεδο των μεμονωμένων εταιρειών δημιουργίας, οι τελικοί στόχοι διαφοροποιούνται αναλόγως. Από την άποψη αυτή, μια δευτεροβάθμια ομάδα τελικού οφέλους της παραγωγής ενέργειας εκδηλώνεται - εξασφαλίζοντας την ανταγωνιστικότητα της διαβίβασης της ενέργειας.
Όλοι αυτοί οι στόχοι είναι αλληλένδετοι και αποτελούν μια βάση για τη δημιουργία καθηκόντων βελτίωσης της επισκευής των εγκαταστάσεων ηλεκτρικής ενέργειας χωρίς να λαμβάνονται υπόψη η κρατική τους συνεργασία και την κοινωνικοοικονομική συσκευή.
Για να εξασφαλιστεί τα κριτήρια προτεραιότητας για τη βελτίωση της παραγωγής ενέργειας, την επιθυμία επίτευξης υψηλότερων δεικτών της ετοιμότητας των πηγών ενέργειας για τη διεξαγωγή φορτίων.
Αυτοί οι δείκτες στον τομέα της θεωρίας αξιοπιστίας θεωρούνται πολύπλοκες. Παρά το γνωστό περιεχόμενο του παραπάνω όρου, στη σφαίρα των ενεργειακών σχέσεων και των καταναλωτών, ένα τέτοιο πράγμα γίνεται να χρησιμοποιηθεί ως δείκτης ικανός να επηρεάσει τη βαθμολογία της εταιρείας ενέργειας στην εφαρμογή μετοχών και άλλων τίτλων. Βασικά, οι σχέσεις αυτές υιοθετούνται στις χώρες της Βόρειας Αμερικής.
Για να εξασφαλιστεί πιο προσγειωμένα κριτήρια για τη βελτίωση της παραγωγής της ενεργειακής παραγωγής, πρέπει να αποδοθεί η επιθυμία να επιτευχθούν χαμηλότερους δείκτες της συνιστώσας επισκευής των τιμολογίων για την ηλεκτρική και θερμική ενέργεια. Το τελευταίο μειώνει την υπό όρους σταθερή συνιστώσα των τιμολογίων και συμβάλλει επίσης στην αύξηση της ανταγωνιστικότητας των εταιρειών εξουσίας.
Τα αναφερόμενα κριτήρια για τη βελτίωση της συντήρησης και της επισκευής, φυσικά, δεν μπορούν να θεωρηθούν εξαντλητικές, αλλά με βάση αυτές, είναι δυνατόν να διατυπωθούν ορισμένες προϋποθέσεις για πιο συγκεκριμένα καθήκοντα στον τομέα της εγχώριας παραγωγής ενέργειας.
Από τις αρχές της δεκαετίας του '90, λόγω των γνωστών περιστάσεων, η εγχώρια βιομηχανία ηλεκτρικής ενέργειας έχει προσχωρήσει στη φάση της μείωσης της παραγωγής ενέργειας. Τα αναδυόμενα αποθέματα σε συνδυασμό με την αποδυνάμωση των λειτουργιών του διοικητικού συστήματος εντολών οδήγησαν ορισμένες αρνητικές εκδηλώσεις. Εκφράζονταν στην αύξηση της διάρκειας διακοπής της ενεργειακής απόδοσης σε διάφορους τύπους επισκευών, καθώς και σε απρόβλεπτη αύξηση του κόστους συντήρησης και επισκευής.
Οι εξωτερικές προϋποθέσεις μείωσης της ενεργειακής απόδοσης αποδείχτηκαν σημαντικά σημαντικά, αλλά όχι κυρίαρχη. Η βάση των αρνητικών διαδικασιών ήταν οι οικονομικές και φυσικές πτυχές της γήρανσης του λειτουργούσε ο εξοπλισμός.
Οι αρνητικές τάσεις που προκύπτουν εγκαίρως μελετήθηκαν εγκαίρως και οι συνέπειές τους ξεπεράστηκαν σε μεγάλο βαθμό. Το προτεινόμενο έργο βελτίωσης της παραγωγής επισκευής ενέργειας δεν παραβίασε το υπάρχον σύστημα των υφιστάμενων κρατικών προτύπων, τα κανονιστικά έγγραφα της τεχνικής εποπτείας του κρατικού ορεινού ορεινού, οι κανόνες τεχνικής λειτουργίας και οι κανόνες για τη διοργάνωση της συντήρησης και της επισκευής του εξοπλισμού, των κτιρίων και των κτιρίων και των κτιρίων δομές σταθμών ηλεκτροπαραγωγής και δικτύων. Η ουσία της ήταν η οργάνωση της μετάβασης από τους κύκλους επισκευής στον υπολογισμό του ημερολογίου στους κύκλους του ίδιου τύπου, αλλά λαμβάνουν υπόψη τις λειτουργίες που επιτεύχθηκαν προηγουμένως στις διερευνητικές περιόδους σε συγκεκριμένους τύπους βασικού εξοπλισμού. Άλλες συνθήκες έχουν διατηρηθεί αμετάβλητες, συμπεριλαμβανομένης της απόδοσης κεφαλαίου και μέσων επισκευών ταυτόχρονα για όλους τους τύπους εξοπλισμού εξοπλισμού, το οποίο, φυσικά, δεν συνέβαλε στη μείωση του κόστους του εξοπλισμού επισκευής και διακοπής.
Ως αποτέλεσμα της εφαρμογής του ανεπτυγμένου έργου για τη βελτίωση της παραγωγής ενέργειας, μια μαλακή μετάβαση από ένα άκαμπτο σύστημα για τη ρύθμιση των κύκλων επισκευής σε ένα σύστημα επισκευών, λαμβάνοντας υπόψη το προηγουμένως επιτευχθείσα εμφάνιση εντός των περιόδων συχνότητας.
Παρά την εμπειρική προσέγγιση της αξιολόγησης των πόρων του Διακοπή, το πρώτο βήμα έγινε στη μελέτη των εξισωνειστικών διαδικασιών τεχνικής διάγνωσης εξοπλισμού ισχύος του TPP.
Αυτές οι εξελίξεις κατοχυρώνονταν στο έγγραφο διεύθυνσης RD 34.20.601-96 "μεθοδολογικές οδηγίες σχετικά με τη βελτίωση του συστήματος συντήρησης και επισκευής μονάδων ισχύος και σταθμών ηλεκτροπαραγωγής των θερμοηλεκτρικών σταθμών που βασίζονται στον κύκλο επισκευής με έναν διορισμένο συμβαλλόμενο πόρο."
Σύμφωνα με την "μαλακή" μετάβαση στις επισκευές με έναν καθορισμένο διερευνητικό πόρο, πρέπει να γίνει κατανοητή μια ορισμένη μείωση του επιπέδου του δικαιωμένου διοικητικού πόρου κατά την εφαρμογή των καινοτομιών. Υποτίθεται ότι οι ενεργειακές εγκαταστάσεις θα πρέπει να λαμβάνουν ανεξάρτητα αποφάσεις σχετικά με την εισαγωγή των προτεινόμενων βελτιώσεων. Εδώ αντικατοπτρίζονται οι φυσικές προσδοκίες της πλησιέστερης μετάβασης του εγχώριου ηλεκτρικού εργοστασίου στις σχέσεις της αγοράς.
Παρά τους όσους δεν δικαιολογούνται μέχρι στιγμής, υπήρχαν μόνο μερική εφαρμογή των ανεπτυγμένων δραστηριοτήτων, κατάφερε γενικά να σταθεροποιήσει την απόδοση της ετοιμότητας του TPP να μεταφέρει φορτία. Ωστόσο, η υπέρβαση της αύξησης του κόστους συντήρησης και η επισκευή δεν ήταν δυνατή.
Ένας θεμελιώδης παράγοντας του διοικητικού συστήματος έχει εκδηλωθεί εδώ σε κάποιο βαθμό - το κόστος σχεδιασμού από τους δείκτες που έχουν επιτευχθεί προηγουμένως. Οι φυσικοί τόμοι έχουν αυξήσει - το κόστος αυξήθηκε. Εάν μπορούν να αποδειχθούν πρόσθετοι φυσικοί όγκοι, το συστατικό επισκευής των τιμολογίων των τελικών προϊόντων αυξάνεται αναλόγως.
Επιπλέον, οι τυπικοί φυσικοί όγκοι επισκευών αποδίδονται συνήθως στο "Superdipov". Χαρακτηρίζονται από ένα σημαντικά μεγάλο περιεχόμενο των χρησιμοποιούμενων υλικών, των ανταλλακτικών και των απαραίτητων δομικών στοιχείων με τη μορφή αντικατασταθέντων μονάδων φθοράς και συχνά κυριαρχούν στην τιμολόγηση της συστατικής επισκευής των τιμολογίων.
Από την άποψη αυτή, δεν είναι πάντοτε δυνατό να καθοριστούν βιώσιμοι συσχετισμοί μεταξύ της προσωρινής εκτέλεσης των διακοπών εξοπλισμού στις επισκευές και επαρκές κόστος.
Ταυτόχρονα, η επίλυση των καθηκόντων για τη σταθεροποίηση του ετήσιου χρόνου διακοπής του εξοπλισμού σε όλους τους τύπους επισκευών αποδείχθηκε αρκετά διαφανής και συσχετίζεται. Η αύξηση του χρόνου διακοπής του συγκεκριμένου εξοπλισμού ή ομάδων εξοπλισμού αντισταθμίστηκε γενικά με αύξηση της διερευνητικής περιόδου, οδηγώντας σε μείωση του μεριδίου του εξοπλισμού, ετησίως, απενεργοποιήθηκε σε κεφαλαία και μέσες επισκευές.
Ως αποτέλεσμα, οι δείκτες της ετοιμότητας των πηγών ενέργειας για τη φόρτωση των φορτίων, ανεξάρτητα από τα γνωστά δεδομένα για το αυξημένο κόστος επισκευής και εξασφάλισαν τη βιώσιμη λειτουργία της βιομηχανίας ηλεκτρικής ενέργειας.
Μεταγενέστερες μελέτες έχουν δείξει ότι μόνο οι σχέσεις αγοράς στον τομέα της παραγωγής ενέργειας μπορούν να δημιουργήσουν τις απαραίτητες προϋποθέσεις για την επιθυμία να μειώσουν το κόστος συντήρησης και επισκευής εγκαταστάσεων ηλεκτρικής ενέργειας.
Το οικονομικό μέσο των επόμενων προσδοκιών πρέπει να είναι ανταγωνιστικές σχέσεις μεταξύ των εταιρειών εξουσίας και τη λειτουργική - τη μετάβαση στις επισκευές συντήρησης.
Κατά την ανάπτυξη ενός συστήματος επισκευών συντήρησης, πρέπει να ληφθεί υπόψη ότι η εγχώρια βιομηχανία ηλεκτρικής ενέργειας στο στάδιο έναρξης έχει δείκτες αξιοπιστίας κατάλληλες για τα ξένα ανάλογα και οι καινοτομίες πρέπει να διερευνηθούν επαρκώς και να δικαιολογηθούν προκειμένου να μην καταργηθούν τα πλεονεκτήματά τους.
Θα πρέπει επίσης να καταβληθεί στο γεγονός ότι η βιομηχανία ηλεκτρικής ενέργειας λειτουργεί σε έναν μη συνηθισμένο οικονομικό χώρο. Τιμές για υλικά και προϊόντα μηχανικής μηχανικής της προσέγγισης στον κόσμο. Οι τιμές των καυσίμων υποτιμώνται τεχνητά υπό τις συνθήκες της αγοράς εσωτερικής πυκνότητας στις αναλογίες αντιστρέψουν τον κόσμο. Τα ρυθμιζόμενα τιμολόγια για την ηλεκτρική και θερμική ενέργεια αποτελούν ένα συμπυκνωμένο οικονομικό ασυνέπεια. Υπό τις συνθήκες αυτές, είναι απίθανο να βασιστεί στην αποκάλυψη οποιωνδήποτε μοτίβων που επηρεάζουν την αλλαγή της συνιστώσας επισκευής του κόστους παραγωγής.
Στην παρούσα κατάσταση, φαίνεται να είναι σκόπιμο σε μεγαλύτερο βαθμό για τη λειτουργία διαφόρων ειδών φυσικών ποσοτήτων, ποσοτικών και ποιοτικών δεικτών, όπως δείκτες αξιοπιστίας, αποδοτικότητας κ.λπ.
2. Προτάσεις εκκίνησης για περαιτέρω βελτίωση της επισκευής
Υπηρεσίες. Μεσοπρόθεσμες προβλέψεις αλλαγών του ατόμου
Χαρακτηριστικά της κατάστασης του εξοπλισμού του TPP
Αξιολόγηση της τρέχουσας κατάστασης της θερμικής ενέργειας στον τομέα της οικονομίας επισκευής, μπορεί να σημειωθεί ότι για 12 χρόνια (από το 1987), το κόστος των επισκευών με βάση το TPP μειώθηκε κατά 24% και το ομοσπονδιακό επίπεδο των ομοσπονδιακών το επίπεδο αυξήθηκε κατά 2%.
Κατά την ίδια περίοδο, το κόστος των επισκευών στο σύνολό τους αυξήθηκε από το TPP αυξήθηκε κατά 27%, σύμφωνα με τη μονάδα ισχύος "Ao-Energo" - κατά 23%, και στην ομοσπονδιακή TPP του ομοσπονδιακού επιπέδου - κατά 73%.
Ταυτόχρονα, ο αριθμός των ωρών χρήσης της εγκατεστημένης χωρητικότητας μειώθηκε 1,48 φορές.
Για την περίοδο από το 1999 έως το 2001, τα ειδικά έξοδα 1 kW της επισκευασμένης δύναμης της ομοσπονδιακής TPP του ομοσπονδιακού επιπέδου αυξήθηκαν κατά 3,53 φορές.
Αυτά τα δεδομένα δείχνουν ένα μειονέκτημα της οικονομίας
Η αποτελεσματικότητα της χρήσης μηχανοκίνητων οχημάτων εξαρτάται από την τελειότητα της οργάνωσης της διαδικασίας μεταφοράς και των ιδιοτήτων των οχημάτων να αποθηκεύουν υπό ορισμένα όρια των παραμέτρων που χαρακτηρίζουν την ικανότητά τους να εκτελούν τις απαιτούμενες λειτουργίες. Κατά τη λειτουργία του αυτοκινήτου, οι λειτουργικές του ιδιότητες επιδεινώνονται σταδιακά λόγω φθοράς, διάβρωσης, βλάβης σε μέρη, κόπωση υλικού από την οποία κατασκευάζονται κλπ. Υπάρχουν διάφορες δυσλειτουργίες στο αυτοκίνητο που μειώνουν την αποτελεσματικότητα της χρήσης του. Για να αποφευχθεί η εμφάνιση ελαττωμάτων και η έγκαιρη εξάλειψη, το αυτοκίνητο διατηρείται (COM) και επισκευή.
Η συντήρηση στην επιχείρηση γίνεται από τους ίδιους τους οδηγούς και, εάν είναι απαραίτητο, κλειδαριές σε αυτό. Μια αίτηση για επισκευές λαμβάνεται από το Εργαστήριο Επισκευών Συγγραφέων (ARM), το οποίο κατευθύνει τα Locksters σε μια συγκεκριμένη ζώνη συντήρησης. Με την τρέχουσα θέση, η επιχείρηση συνεχώς δεν αποτελεί τη συχνότητα συντήρησης. Σε αντίθεση με τις απαιτήσεις για τη διοργάνωση συντήρησης στις διαφημίσεις, δεν υπάρχουν επιθεωρήσεις ελέγχου αυτοκινήτων που εξυπηρετούνται από το Τμήμα Υπηρεσιών. Κατά κανόνα, τα αυτοκίνητα αποστέλλονται σε συνακόλουθεντες επισκευές, εξαιτίας των οποίων τα αυτοκίνητα είναι αδρανείς στην περιοχή εξυπηρέτησης περισσότερο από τον καθορισμένο χρόνο, διαταράσσοντας έτσι το ρυθμό της παραγωγής επισκευής. Ο ανεφοδιασμός, η μεταβαλλόμενη έλαια κινητήρα και μετάδοσης διεξάγεται με πρωτόγονα μέσα, τα οποία συμβάλλουν στην απώλεια πολύτιμων προϊόντων πετρελαίου, παραβίαση υγειονομικών προτύπων, απαιτήσεις πυρκαγιάς, καθώς και απαιτήσεις προστασίας εργασίας εν γένει. Επιπλέον, μια τέτοια οργάνωση εργασίας εμποδίζει την κανονική συλλογή πελατών για την αναγέννηση και την επαναχρησιμοποίηση τους.
Στη ζώνη και το κιβώτιο επιδιόρθωσης, ο φυσικός και ο τεχνητός φωτισμός καθώς και το καθεστώς θερμοκρασίας είναι σημαντικά χαμηλότερο από τους επιτρεπόμενους κανόνες. Η απουσία τεχνητού εξαερισμού οδηγεί σε ισχυρή εφαπτομένη αερίου. Αυτή είναι επίσης η παραβίαση των απαιτήσεων ασφαλείας. Ένας μικρός αριθμός ανταλλακτικών, οδηγεί σε μακροχρόνια επισκευή αυτοκινήτων. Έτσι, η αδύναμη οργάνωση συντήρησης και επισκευής του τροχαίου υλικού εμφανίζεται κυρίως στα εξής: η απουσία του χρόνου του χρόνου είναι η τείχη απευθείας στις περιοχές. Ανεπαρκές επίπεδο μηχανοποίησης. Η μη τήρηση ορισμένων απαιτήσεων ασφαλείας, ιδίως, ανεπαρκής φωτισμός των βιομηχανικών χώρων και η απουσία τεχνητού εξαερισμού στη ζώνη. Δεδομένου του σημαντικού ρόλου των αυτοκινήτων και λαμβάνοντας υπόψη την ανάλυση των δραστηριοτήτων της επιχείρησης για την εξασφάλιση επαρκούς λειτουργικής αξιοπιστίας του τροχαίου υλικού θα πρέπει να συνάπτουν τα ακόλουθα. Η υπάρχουσα οργάνωση συντήρησης και τρέχουσας επισκευής τροχαίου υλικού απαιτεί βελτίωση. Ανάπτυξη μέτρων για τη βελτίωση της οργάνωσης της παραγωγής και της τεχνικής υπηρεσίας της επιχείρησης είναι απαραίτητες.
Ανάλογα με το πεδίο των έργων, εκτελούνται από μια ροή ή μια μέθοδο αδιέξοδο. Η οργάνωση είναι μια μέθοδος αδιέξοδο (σε καθολικές αδιέξοδο θέσεις), συνιστάται για διάφορες διάρκειας διαμονής του αυτοκινήτου σε κάθε θέση. Τα μειονεκτήματα αυτής της μεθόδου περιλαμβάνουν σημαντική απώλεια χρόνου στην εγκατάσταση του αυτοκινήτου ανά θέση και το συνέδριο από αυτό, η ατμοσφαιρική ρύπανση από τα απόβλητα αέρια κατά τη διάρκεια των ελιγμών και η ανάγκη χρήσης μεγάλου αριθμού πανομοιότυπου εξοπλισμού.
Η μέθοδος που ρέει του οργανισμού προβλέπει την εκτέλεση εργασίας σε εξειδικευμένους θέσεις εργασίας σε μια συγκεκριμένη ακολουθία με συγκεκριμένο χρόνο εργασίας. Αυτή η μέθοδος σάς επιτρέπει να μειώσετε τη χρονική απώλεια των κινούμενων αυτοκινήτων και τη μετάβαση των εργαζομένων από μια θέση στην άλλη, καθώς και οικονομικά χρησιμοποιήστε την περιοχή της αίθουσας παραγωγής. Το μειονέκτημα της μεθόδου ροής είναι η πολυπλοκότητα των αλλαγών στο πεδίο εργασίας στο χώρο εργασίας.
Οι εργασίες συντήρησης αυτοκινήτων πραγματοποιούνται σύμφωνα με τις μετα-τεχνολογικές λειτουργικές κάρτες. Αναφέρονται το όνομα της επιχείρησης, εκείνες. Όροι και χρονικά πρότυπα για την εκτέλεση, το εφαρμοστέο εργαλείο και τον εξοπλισμό, τον ειδικό εργαζόμενο, την εκτέλεση μετά την εκτέλεση και τον αριθμό των σημείων εξυπηρέτησης. Οι τεχνολογικές κάρτες αποστολής έχουν σχεδιαστεί για να εκτελούν εργασίες για τον έλεγχο της προσαρμογής και της λίπανσης του συσσωματωμένου ή κόμβου.
Στα αυτοκίνητα στις γραμμές ροής συμπληρώστε το χάρτη - το σύστημα της διάταξης των εργαζομένων στις θέσεις. Χάρτης - Το σύστημα περιέχει πληροφορίες σχετικά με τον αριθμό των εργαζομένων, την απόδοση της γραμμής εξυπηρέτησης για τη μετατόπιση και τα δεδομένα των μετα-τεχνολογικών χαρτών.
Η οργάνωση της παραγωγής μπορεί να είναι μια ταξιαρχία ή ένα περίβολο της Brigay. Σύμφωνα με τη μορφή ταξιαρχίας της οργάνωσης, οι ταξιαρχίες εκτελούν εργασίες σε όλες τις μονάδες μηχανής μέσα σε αυτόν τον τύπο υπηρεσίας. Σύμφωνα με τη μορφή του Οργανισμού Brigay του Οργανισμού, όλες οι εργασίες σχετικά με τη διατήρηση των αντίστοιχων αδρανών εκτελούνται σε ξεχωριστούς χώρους παραγωγής. Ανάλογα με το πρόγραμμα εργασίας, το ATP καθιερώνει διαφορετικό αριθμό βιομηχανικών τμημάτων διαφόρων σκοπών. Με ένα μικρό πρόγραμμα εργασίας ATP, είναι δυνατόν να διατηρηθούν διάφοροι τύποι αδρανών σε έναν ιστότοπο.
Σε όλες τις ΑΤΡ, τα οικόπεδα ή τα ταξιαρχία μπορούν να συνδυαστούν για να συνδυαστούν σε συγκροτήματα παραγωγής στους ακόλουθους τύπους εργασίας: τη συντήρηση των μηχανών και τη διάγνωση της τεχνικής τους κατάστασης. συνεχιζόμενη επισκευή απευθείας στα αυτοκίνητα. Η τρέχουσα επισκευή αδρανών, κόμβων και εξαρτημάτων που λαμβάνονται από τα αυτοκίνητα.
Οι κύριες κατευθύνσεις για τη βελτίωση της βάσης επισκευής είναι:
Η βελτίωση του συστήματος προγραμματισμένης επιδιόρθωσης, η οποία θα εξασφαλίσει μια σαφή εποπτεία και η έγκαιρη πρόληψη των εργασιών του εξοπλισμού, η οποία με τη σειρά της θα αυξηθεί η απόδοσή της, θα αυξήσει τις διερευνητικές περιόδους.
Βελτίωση της τεχνικής προετοιμασίας επισκευής, συμπεριλαμβανομένης της ανάπτυξης τυπικών τεχνολογικών διεργασιών, καθώς και υποστήριξης υλικού.
Προσδιορισμός των βέλτιστων περιόδων αντικατάστασης των φθαρμένων εξαρτημάτων ανάλογα με το βαθμό αποσβέσεως και του απαιτούμενου κόστους επισκευής.
Οι υπηρεσίες επισκευής τεχνολογικών μεταφορών και εργαστηρίων πρέπει να είναι όσο το δυνατόν περισσότερο, εξοπλισμένες με σύγχρονο εξοπλισμό, επιτρέποντας τη χρήση προοδευτικής τεχνολογίας, προηγμένων μορφών οργάνωσης παραγωγής, μέσα μηχανής και αυτοματοποίησης των διαδικασιών παραγωγής.
Οι δείκτες της ομάδας επισκευής θα πρέπει να εξασφαλιστούν με τη σωστή κατανομή των έργων μεταξύ των μελών της ταξιαρχίας.
Για να μειώσετε το χρόνο διακοπής του αυτοκινήτου, θα ήταν απαραίτητο να χρησιμοποιήσετε μια μέθοδο Nodal επισκευής. Η ουσία της μεθόδου είναι ότι οι κόμβοι και οι μηχανισμοί που απαιτούν επισκευή αφαιρούνται και αντικαθίστανται με νέα ή προχωρημένα ανακαινισμένα.
Είναι επίσης απαραίτητο να βελτιωθεί το καθεστώς φωτισμού και της θερμοκρασίας στα πλαίσια επισκευής. Αρκετά ταχύτερη προσφορά ανταλλακτικών.
Η ανάλυση της διαχείρισης επισκευής UP Η Polymerprom αποσκοπεί στην αναγνώριση των επιτευγμάτων και των μειονεκτημάτων στον τομέα αυτό, περιγράψτε τους τρόπους εξάλειψης των ελλείψεων και των μέτρων για τη βελτίωση του συστήματος PPR στο εργοστάσιο.
Οι κύριες κατευθύνσεις της βελτίωσης της διαχείρισης επισκευής Polymerprom είναι:
1. Οργάνωση κεντρικής εξειδικευμένης επισκευής εξοπλισμού. Η προϋπόθεση αυτή πραγματοποιείται παρουσία ενός κέντρου εξυπηρέτησης του προμηθευτή εξοπλισμού, όπως περισσότερο από το 70% του εξωτερικού εξοπλισμού παραγωγής.
2. Οργάνωση εξειδικευμένης παραγωγής ανταλλακτικών για τον εξοπλισμό. Φαίνεται δυνατό προκειμένου να μειωθεί το κόστος της κατασκευής ανταλλακτικών για τον εξοπλισμό και τη βελτίωση της ποιότητάς τους για την αναζήτηση προσφοράς του κατασκευαστή (κατασκευαστές) από τον αριθμό των επιχειρήσεων μηχανής και επισκευής, οι οποίες είναι ικανές να κάνουν την ονοματολογία του εξαρτήματα που είναι απαραίτητα για την επισκευή.
3. Περαιτέρω βελτίωση στην επιχείρηση ενός συστήματος επισκευής εξοπλισμού προγραμματισμού, η οποία θα εξασφαλίσει σαφή εποπτεία και έγκαιρη πρόληψη των εργασιών του εξοπλισμού, η οποία με τη σειρά του θα αυξήσει την παραγωγικότητά της, θα αυξήσει τις περιόδους συχνότητας.
4. Βελτίωση της τεχνικής προετοιμασίας επισκευής, συμπεριλαμβανομένης της ανάπτυξης τυπικών τεχνολογικών διεργασιών, καθώς και υποστήριξη υλικού.
Λόγω του μικρού μεγέθους της επιχείρησης, η υπηρεσία επισκευής της πολυμερούς έχει επίσης ένα περιορισμένο μέγεθος. Επομένως, φαίνεται η σωστή παρουσία στην επιχείρηση της τρέχουσας κεντρικής υπηρεσίας επισκευής που εκτελεί όλες τις λειτουργίες για τη συντήρηση και την επισκευή του εξοπλισμού.
Σε σχέση με τους υπαλλήλους της υπηρεσίας επισκευής, εφαρμόζεται ένα σύστημα επίδειξης. Αυτή η μορφή αμοιβής δεν είναι αρκετά αποτελεσματική. Η πιο αποτελεσματική μορφή αμοιβής αποτελεί συμβατική μορφή αμοιβής με τη δημιουργία ασφάλιστρων και ασφάλιστρων, ανάλογα με τη διαθεσιμότητα εξοπλισμού για το σφάλμα του υπαλλήλου επισκευών, καθώς και τη διαθεσιμότητα των απαιτήσεων για το έργο του εξοπλισμού από το κεφάλια των οικόπεδων.
Για να βελτιωθεί η αποτελεσματικότητα της υπηρεσίας επισκευής, συνιστάται η χρήση του αυτοματοποιημένου συστήματος επισκευής στην επιχείρηση.
Είναι επίσης απαραίτητο να χρησιμοποιήσουμε ευρέως τις κατευθυντήριες γραμμές και τις συστάσεις του εθνικού χαρακτήρα, την ανάπτυξη και την προμήθεια οργανισμών έρευνας και έργων.
Το αυτοματοποιημένο σύστημα διαχείρισης επισκευών είναι ένα λειτουργικό υποσύστημα διαχείρισης, όταν, με την κατάλληλη οργανωτική και διοικητική διαίρεση, το κύριο τμήμα του μηχανικού είναι το κύριο κέντρο συντονισμού και τον απαραίτητο σύνδεσμο στο ολοκληρωμένο σύστημα διαχείρισης επιχειρήσεων. Η εισαγωγή αυτού του υποσυστήματος καθιστά δυνατή τη χρήση του υπολογιστή και των μαθηματικών μεθόδων για τον προσδιορισμό της βέλτιστης στρατηγικής για τον εξοπλισμό συντήρησης και επισκευής, τη βέλτιστη συγκέντρωση των όγκων εργασίας και τη συγκέντρωση του εξοπλισμού για τις συνθήκες της εξειδικευμένης παραγωγής εργασιών επισκευής.
Με τη βοήθεια ενός αυτοματοποιημένου συστήματος διαχείρισης επισκευών, μια τέτοια οργάνωση της επισκευής και συντήρησης των επιχειρήσεων του μηχανήματος του μηχανήματος πρέπει να δημιουργηθεί, στην οποία η χρήση εργασίας, υλικών και οικονομικών πόρων θα ήταν ο βέλτιστος και ο χρόνος διακοπής εξοπλισμού είναι ελάχιστος.
Με βάση τις έρευνες δεδομένων των μονάδων επισκευής, αναπτύσσεται το οικονομικό και οργανωτικό μοντέλο διαχείρισης παραγωγής επισκευής, καταρτίζονται ενοποιημένες μορφές εγγράφων, το σύστημα της ροής εγγράφων κατασκευάζεται και αναπτύσσεται το μοντέλο πληροφοριών συνδέσμων, Οι οικονομικές και μαθηματικές μέθοδοι και τα μοντέλα για τη μηχανοποίηση και την αυτοματοποίηση των οικονομικών οικισμών αναπτύσσονται και η σύνθεση των τεχνικών μέσων. Το οικονομικό και οργανωτικό μοντέλο αποτελεί τη βάση του υποσυστήματος συντήρησης που δημιουργείται, καθορίζει τις αρχές των λειτουργικών και οργανωτικών θεμελίων του συστήματος διαχείρισης και επίσης λαμβάνει υπόψη την ανάγκη ευρέως διαδεδομένων ευαίσθητων σχέσεων, πληρούν τις αρχές των υλικών κινήτρων.
Κατά το σχεδιασμό ενός αυτοματοποιημένου συστήματος διαχείρισης της υπηρεσίας επισκευής, η ανάπτυξη ενός διασυνδεδεμένου συγκροτήματος εργασίας είναι απαραίτητη για την επίλυση των κύριων προβλημάτων της παραγωγής επισκευής. Αυτό το συγκρότημα εργασίας επικεντρώνεται στη δημιουργία λειτουργικών διαχειριστών υποσυστημάτων και απαραίτητων για τη λειτουργία τους παρέχοντας υποσυστήματα.
Τα λειτουργικά υποσυστήματα εφαρμόζουν λειτουργίες διαχείρισης για την οργανωτική και τεχνική προετοιμασία της παραγωγής επισκευής, της πρόβλεψης και του υποσχόμενου σχεδιασμού, της σκοπιμότητας και του οικονομικού και του επιχειρησιακού σχεδιασμού, της λογιστικής, της υποβολής εκθέσεων και της ανάλυσης των οικονομικών δραστηριοτήτων, καθώς και την παρακολούθηση και τη ρύθμιση των εργασιών των μονάδων επισκευής.
Τα υποσυστήματα που παρέχουν υποσυστήματα περιλαμβάνουν το οικονομικό και οργανωτικό, ενημερωτικό, μαθηματικό και τεχνικό υποσύστημα υποστήριξης. Η κύρια λειτουργία της παροχής υποσυστημάτων είναι ο μετασχηματισμός όλων των πληροφοριών που κυκλοφορεί μεταξύ λειτουργικών υποσυστημάτων και μονάδων παραγωγής για τη δημιουργία ενός αποτελέσματος ελέγχου στις μονάδες παραγωγής της κύριας μηχανικής υπηρεσίας.
Η ανάπτυξη ενός αυτοματοποιημένου συστήματος ελέγχου της υπηρεσίας επισκευής UE "Polymerprom" θα πρέπει να πραγματοποιηθεί από εξειδικευμένους οργανισμούς με τη συμμετοχή της επιχείρησης του πελάτη ή τις δυνάμεις των επιχειρήσεων παρουσία επαρκούς αριθμού ειδικών.
Κατά το σχεδιασμό του υποσυστήματος ενός αυτοματοποιημένου συστήματος διαχείρισης επισκευών, πρέπει να δώσετε ιδιαίτερη προσοχή στα ακόλουθα έργα:
1. Δημιουργία αυτοματοποιημένης λογιστικής του εξοπλισμού σε οικόπεδα και επιχειρήσεις στο σύνολό του. χρήση της λειτουργίας του εξοπλισμού παραγωγής στο χρόνο και στην εξουσία · Λογιστική του εξοπλισμού διακοπής λειτουργίας στην επισκευή. αποτυχίες και δυσλειτουργίες κάθε μονάδας εξοπλισμού και μεμονωμένους κόμβους, μπλοκ, εξαρτήματα. Τις ανάγκες, τη διαθεσιμότητα και την κυκλοφορία των ανταλλακτικών για το λειτουργικό στόλο του εξοπλισμού.
Αυτοματοποίηση των προγραμματισμένων υπολογισμών στην εργασία σε εργασίες σχετικά με ένα σύστημα προγραμματισμού και προληπτικού συστήματος με βάση τη χρήση σύγχρονου υπολογιστικού εξοπλισμού, εφαρμοσμένων μαθηματικών μεθόδων και προοδευτικών προτύπων για το υλικό και το κόστος εργασίας.
Οργάνωση λίπανσης ρυθμιζόμενου εξοπλισμού.
Προσδιορισμός των βέλτιστων προθεσμιών για την αντικατάσταση του φθαρμένου εξοπλισμού ανάλογα με το βαθμό απόσβεσης και το απαραίτητο κόστος για την επισκευή.
Η επιτυχία του αυτοματοποιημένου συστήματος ελέγχου της υπηρεσίας επισκευής εξαρτάται από το πόσο πλήρως τα ακόλουθα στάδια εργασίας: η ανάπτυξη γενικών διατάξεων, Προετοιμασία (διαγνωστική) Έρευνα για το έργο των μονάδων επισκευής. Τεχνικός σχεδιασμός; Σχεδιασμός εργασίας; Την εισαγωγή του υποσυστήματος.
Η παραγωγή επισκευής χαρακτηρίζεται από μια σειρά ειδικών χαρακτηριστικών που εμποδίζουν τη διαδικασία διαχείρισης και την ορθολογική οργάνωση των δομικών στοιχείων (μονάδες επισκευής). Αυτά τα χαρακτηριστικά περιλαμβάνουν, πάνω απ 'όλα, την ανομοιογένεια των εργασιών επισκευής.
Η οικονομική τεκμηρίωση της σκοπιμότητας της εφαρμογής ενός αυτοματοποιημένου συστήματος διαχείρισης επισκευών θα πρέπει να συνοδεύεται από υπολογισμό της οικονομικής αποδοτικότητας.
Οι επισκευές και οι μηχανικές τρένα και οι υπηρεσίες επισκευής εργαστηρίων θα πρέπει να είναι πιο εξειδικευμένες, εξοπλισμένες με σύγχρονο εξοπλισμό, επιτρέποντας τη χρήση προοδευτικής τεχνολογίας, προηγμένων μορφών οργάνωσης παραγωγής, μέσα μηχανής και αυτοματοποίησης των διαδικασιών παραγωγής.
Οι δείκτες των ομάδων επισκευής παρέχονται από τη σωστή κατανομή των έργων μεταξύ των μελών της ταξιαρχίας, μιας αποτελεσματικής οργάνωσης των χώρων εργασίας, τη χρήση προοδευτικών μεθόδων για την οργάνωση επισκευής και σαφούς οργανισμού υπηρεσίας εργασίας.
Ένα σημαντικό κόστος μείωσης των αποθεματικών για τον εξοπλισμό επισκευής και διακοπής της επισκευής είναι η πολλαπλή χρήση των εξαρτημάτων.
Η αποκατάσταση των εξαρτημάτων καθιστά δυνατή τη μείωση της κατανάλωσης υλικών και οικονομικών πόρων κατά τη διάρκεια της επισκευής εξαρτημάτων έως 60-90%. Το κόστος των ανακαινισμένων μερών είναι συχνά το 10-25% του κόστους του νέου μέρους.
συμπέρασμα
Κατά την εκτέλεση εργασιών επισκευής στις βιομηχανικές επιχειρήσεις, είναι απαραίτητο να επιταχυνθεί η μέγιστη συγκέντρωση του ίδιου τύπου εργασίας σε ορισμένους χώρους παραγωγής υπηρεσιών επισκευής. Πρέπει να δημιουργηθούν και να εξοπλιστούν με πλήρη συμφωνία με τα καθήκοντα που τους παραδίδονται και το πεδίο εφαρμογής της εργασίας που πρέπει να πληρούνται.
Οι κύριες κατευθύνσεις της βελτίωσης της υπηρεσίας επισκευής της επιχείρησης είναι:
Οργάνωση κεντρικής εξειδικευμένης επισκευής εξοπλισμού.
Οργάνωση εξειδικευμένης παραγωγής ανταλλακτικών για τον εξοπλισμό.
Περαιτέρω βελτίωση του σχεδιασμού του συστήματος και της προληπτικής επισκευής του εξοπλισμού ·
Βελτίωση της τεχνικής προετοιμασίας επισκευής, συμπεριλαμβανομένης της ανάπτυξης των τυπικών τεχνολογικών διεργασιών, καθώς και της υλικής υποστήριξης των εργασιών επισκευής.
Βελτίωση του σχεδιασμού, συμπεριλαμβανομένης της σύνταξης των χρονοδιαγραμμάτων για εργασίες επισκευής.
Η οργάνωση της διαχείρισης επισκευής σε επιχειρήσεις βελτιώνεται στις ακόλουθες οδηγίες.
Οι υπηρεσίες επισκευής των επιχειρήσεων θα πρέπει να είναι πιο εξειδικευμένες, να είναι εξοπλισμένες με σύγχρονες ή να επιτρέπουν τη χρήση προοδευτικής τεχνολογίας, προηγμένων μορφών οργάνωσης παραγωγής, μέσα μηχανοποίησης και αυτοματοποίησης των διαδικασιών παραγωγής.
Την πιο αποδοτική χρήση εξειδικευμένων ταξιαρχιών επισκευής. Ταυτόχρονα, συνιστάται η δημιουργία και σύνθετες ταξιαρχίες που πληρούν όλες τις εργασίες για την τεχνική φροντίδα και την επισκευή του εξοπλισμού στο οικόπεδο παραγωγής που συνδέεται με τη ταξιαρχία.
Οι προοδευτικές μέθοδοι επισκευής αναφέρονται κυρίως στον κόμβο. Η ουσία της μεθόδου είναι ότι οι κόμβοι και οι μηχανισμοί που απαιτούν επισκευή αφαιρούνται και αντικαθίστανται με νέα ή προχωρημένα ανακαινισμένα. Η χρήση αυτής της μεθόδου επιτρέπει τη μείωση του ελάχιστου εξοπλισμού για την επισκευή, να βελτιώσει την ποιότητα επισκευής και να μειώσει το κόστος επισκευής λόγω της δυνατότητας της πιο ορθολογικής οργάνωσης της επισκευής κόμβων και μηχανισμών.
Επίσης, ένα σημαντικό κόστος μείωσης των αποθεματικών για τον εξοπλισμό επισκευής και διακοπής της επισκευής επαναλαμβάνεται η χρήση εξαρτημάτων.
Κατάλογος αναφορών:
1. Bakanov M.I., Sherimet A.D. Θεωρία της οικονομικής ανάλυσης. - m.: Χρηματοδότηση και στατιστικές, 2011.
2. Latfullin, G.R. Οργάνωση θεωρίας: Κείμενο για πανεπιστήμια / Γ. R. Latfullin, Α. Β. Rychenko-SPB.: Peter, 2007.
3. Milner, B.Z. Οργάνωση θεωρίας: Εγχειρίδιο / Β. Z. Milner-m.: INFRA-M, 2008.
4. Terchistnik, Mikhail Ivanovich Enterprise Οικονομικά: Tutorial για φοιτητές ανώτερων εκπαιδευτικών ιδρυμάτων, φοιτητές στην ειδικότητα 080101 "Οικονομική θεωρία" (REG. Αριθμός αναθεώρησης 404 03.07.2009, MGUP) / Μ. Ι. Torchshnik; Κατάσταση baikal. Πανεπιστήμιο Οικονομικών και Νόμου. - 2η έκδοση. - Μόσχα: INFRA-M, 2010.
5. Sergeev i.v. Επιχειρηματική οικονομία. - m.: Χρηματοδότηση και στατιστικές, 2013.
6. Ανάλυση των οικονομικών δραστηριοτήτων των οργανισμών: ένα εγχειρίδιο εκπαίδευσης / κάτω από το σύνολο. ed. Δ. Α. Πάνκανφ, Ε. Α. Γολόβκοφ. - 2η έκδοση., Πράξη. - m.: Νέα γνώση, 2013.
7. Οργάνωση παραγωγής στην επιχείρηση (επιχείρηση): Μελέτες. Εγχειρίδιο / ΕΔ.: O. I. Volkov, O. V. Devyatkina - Μ.: INFRA-M, 2010.
8. Οικονομία Επιχειρήσεων: Μελέτες. Για τα πανεπιστήμια από το Eco. ειδικός. / [ΣΕ. Ya. Gifinkel et αϊ.]; Ed. V. Ya. Gorfinkel, V. Α. Schwardar. - 4η έκδοση. - Μόσχα: Uniti-Dana, 2014.
9. Οικονομία επιχειρήσεων (σε συστήματα, πίνακες, υπολογισμούς): Ένα εγχειρίδιο εκπαίδευσης για φοιτητές που σπουδάζουν προς την κατεύθυνση του 521600 "Οικονομικά" / Β. Κ. Sklyarenko [και άλλοι]. Ed. V.K. Sklyarenko, V. M. Prudnikova. - Μόσχα: INFRA-M, 2010.
10. Οικονομικά της επιχείρησης (επιχειρήσεις): ένα εγχειρίδιο για τους μαθητές ανώτερων εκπαιδευτικών ιδρυμάτων που σπουδάζουν στην οικονομία. Σιδηρουργίες / [Ο. I. Volkov et αϊ.]; Ed. Ο. Ι. Volkov, Ο. V. Devyatkina; Ros. ECON. Acad. τους. G. V. Plekhanova. - 3η ed., Pererab. και προσθέστε. - Μόσχα: INFRA-M, 2009.