Zarządzanie niezawodnością i integralnością sprzętu jest ważnym narzędziem poprawy efektywności biznesowej. Metody poprawy niezawodności i wydajności urządzeń technologicznych i energetycznych do produkcji i transportu ropy i gazu Smorodov Evgeny Anatolyev
Przeczytaj także
10.04.2018
Źródło: magazyn PROneft
Zarządzanie niezawodnością i integralnością sprzętu jest ważnym narzędziem zwiększania efektywności biznesowej
UDC 338,45:622,276
V.R. Amirowa
PJSC Gazprom Nieft
Słowa kluczowe: niezawodność, integralność, sprzęt, ryzyko, koszty, wydajność, budżet, planowanie, bezpieczeństwo przemysłowe, system zarządzania operacjami (OMS)
V.R. Amirowa
Gazprom Neft PJSC, RF, Sankt-Petersburg
Artykuł poświęcony jest poprawie efektywności operacyjnej złóż ropy naftowej i gazu ziemnego oraz analizuje jeden z kluczowych kierunków systemu zarządzania operacyjnego (OMS). Tym kierunkiem jest zarządzanie niezawodnością i integralnością sprzętu – realizowane przez cykl Deminga. Warunkiem skutecznego zarządzania niezawodnością i integralnością jest prawidłowa ocena aktualnego stanu majątku poprzez ocenę ryzyka oraz kosztów rejestracji i szkód. Podejście oparte na ryzyku pozwala na porównywalne poziomy kosztów bezpośrednich zarządzania niezawodnością i integralnością, aby poprawić całkowity wynik ekonomiczny (koszty bezpośrednie + uszkodzenia) przy jednoczesnym zmniejszeniu liczby awarii. Podsumowując, ocena aktualnego stanu zarządzania niezawodnością i integralnością w Oddziale Wydobywczym GPN
słowa kluczowe: niezawodność, integralność, sprzęt, ryzyko, koszt, wydajność, budżet, planowanie, bezpieczeństwo produkcji, system zarządzania operacyjnego (OMS)
DOI
: 10.24887/2587-7399-2018-1-10-15
Wstęp
Celem programu Etalon (system zarządzania działalnością operacyjną (OMS)) PJSC Gazprom Nieft jest zapewnienie maksymalnej efektywności operacyjnej spółki poprzez niezawodność i bezpieczeństwo działalności produkcyjnej oraz zaangażowanie wszystkich pracowników w proces ciągłego doskonalenia. Equipment Reliability and Integrity Management (REI) to zestaw środków zapewniających płynne działanie sprzętu na polach naftowych przez cały okres eksploatacji. O znaczeniu tego obszaru działalności produkcyjnej świadczy jego wyodrębnienie w odrębny element OMS.
Koszty bezpośrednie i całkowity wynik ekonomiczny
W kontekście obiektywnego pogorszenia warunków eksploatacji w przemyśle naftowo-gazowym (wyczerpywanie się złóż, wzrost zużycia wody w produkcji odwiertów itp.) wskazane jest „świeże spojrzenie” na ocenę struktury kosztów utrzymania bieżącą działalność aktywów. Znaczną część (do 20) zajmują koszty UNCO. Są one przydzielane do różnych linii budżetowych aktywów i można je podzielić na następujące obszary (koszty bezpośrednie):
1.1. bieżąca naprawa sprzętu;
1.2. remont (lub wymiana) sprzętu (częściowo realizowany kosztem inwestycji kapitałowych);
1.3. diagnostyka stanu urządzeń (w tym badanie bezpieczeństwa przemysłowego urządzeń o upływającym okresie użytkowania, środki monitorowania korozji itp.);
1.4. ochrona sprzętu (w tym dobór materiałów, nakładanie powłok ochronnych, hamowanie korozji itp.).
Ponadto w toku działalności operacyjnej powstają dodatkowe koszty dla UNCO, które również wpływają na koszt wydobycia ropy:
2.1. koszty usuwania awarii sprzętu i usuwania skutków tych awarii;
2.2. kary i opłaty związane z naruszeniem integralności i awariami sprzętu.
Trzecia grupa kosztów, a raczej strat, które wpływają na wyniki finansowe składnika aktywów za okres sprawozdawczy, obejmuje:
3.1. straty produktów związane z naruszeniami integralności i awariami sprzętu. Te trzy grupy kosztów aktywów są w różny sposób skorelowane z ryzykiem naruszenia integralności sprzętu. Koszty 1.1., 1.2., 1.4. zmniejszyć te ryzyka (zarówno prawdopodobieństwo, jak i konsekwencje), koszty 2.1., 2.2., 3.1. powstają w wyniku uświadomionych ryzyk. Koszty 1.3. zapewniają ocenę tych zagrożeń i nie wpływają na wielkość ryzyka. Skuteczność UNCO ocenia się na podstawie skumulowanego wyniku ekonomicznego, będącego sumą wszystkich powyższych kosztów. Zarządzanie całkowitym wynikiem ekonomicznym stanowi podstawę STCO i obejmuje: planowanie, realizację, monitorowanie realizacji i ocenę efektywności oraz aktualizację podejścia do STCO.
Ryzyko i szkody
Ocena kosztów ryzyka i szkód to wartości charakteryzujące przewidywane i rzeczywiste rezultaty działań związanych z UNCO.
Ryzyko integralności - przewidywana wartość uszkodzeń na skutek awarii i naruszenia integralności sprzętu w planowanym okresie. Jakość tej oceny ryzyka jest określana poprzez porównanie tej oceny z wielkością szkody poniesionej w danym okresie, z uwzględnieniem szkody zażegnanej. Ponieważ w chwili obecnej skala uszkodzeń spowodowanych awariami i naruszeniem integralności sprzętu nie jest w pełni uwzględniona, określenie jakości oceny odpowiedniego ryzyka nie jest łatwe ze względu na brak bazy porównawczej.
W tych warunkach uzasadnieniem działań związanych z UNCO może być jedynie przekonanie, że koszty (1.1., 1.2., 1.3., 1.4.) są znacznie mniejsze niż szkody, którym powinny zapobiegać. W przypadku nowych, rosnących aktywów założenie to jest zwykle prawdziwe, ale wraz ze spadkiem marż
biznesu, pojawia się pytanie o zasadność tych kosztów.
Generalnie działania związane z UNCO mają sens ekonomiczny, jeśli:
gdzie Zi - koszty w obszarach 1.1., 1.2., 1.3., 1.4. w okresie sprawozdawczym; Y - uszkodzenia spowodowane awariami i naruszeniem integralności sprzętu w okresie sprawozdawczym (2.1., 2.2., 3.1.); Cm - zapobiegano uszkodzeniom w okresie sprawozdawczym.
W celu ekonomicznego uzasadnienia kosztów UNCO należy uwzględnić koszty 1.1., 1.2., 1.3., 1.4. za okres sprawozdawczy uszkodzenia wynikające z awarii i naruszenia integralności sprzętu (wydatki 2.1., 2.2., 3.1.), a także zapobiegniętych uszkodzeniom w tym okresie.
Zadania te rozwiązywane są w ramach organizacji odpowiedniej sprawozdawczości: o kosztach bezpośrednich UNCO, o uszkodzeniach spowodowanych awariami sprzętu i naruszeniem integralności sprzętu, o efektywności kosztów bezpośrednich UNCO.
Oparte na ryzyku podejście do zarządzania niezawodnością i integralnością sprzętu
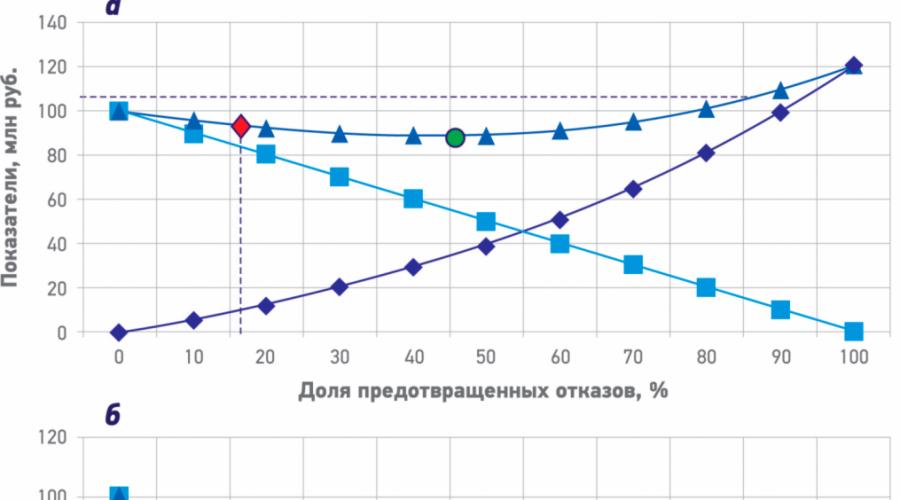
Obecnie w przemyśle naftowo-gazowym istnieją głównie dwa podejścia do UNCO. 1. Naprawa i wymiana sprzętu odbywa się w minimalnej ilości w przypadku awarii. Diagnostyka urządzeń przeprowadzana jest zgodnie z wymogami prawa (badanie techniczne zgodnie z przepisami BHP, badanie BHP dla urządzeń z upływającym okresem użytkowania itp.). Skumulowany wynik ekonomiczny tego podejścia jest przedstawiony na rysunku, w postaci czerwonego diamentu i jest daleki od optymalnego pod względem liczby zapobieganych awarii (zielone kółko). Takie podejście jest typowe dla dojrzałych aktywów na późnym etapie rozwoju pola, przy znacznych kosztach operacyjnych.
2. Naprawa i wymiana sprzętu odbywa się zgodnie ze standardowymi warunkami, zaleceniami producenta, z uwzględnieniem wyników badania technicznego. Diagnostyka urządzeń przeprowadzana jest zgodnie z wymogami prawa (badanie techniczne zgodnie z przepisami BHP, badanie BHP dla urządzeń z upływającym okresem użytkowania itp.).

Łączny wynik ekonomiczny wdrożenia podejść 1 i 2 (a) oraz podejścia opartego na ryzyku (b)
Takie podejście jest typowe dla rozwoju aktywów przy rosnącej produkcji. Skumulowany wynik ekonomiczny tego podejścia pokazano na rysunku, a romb jest żółty i również nie jest optymalny. Ponadto wysokość kosztów bezpośrednich dla UNCO jest w tym przypadku większa niż szkoda, a do spełnienia powyższego warunku konieczne jest oszacowanie wysokości szkód, którym udało się zapobiec, co, jak już wspomniano, jest dość trudne.
Alternatywne podejście opiera się na ocenie ryzyka awarii i naruszenia integralności sprzętu (RBI - Risk Based Inspection, RCM - Reliability Centered Maintenance), które nazywa się oparte na ryzyku. Efekt wdrożenia tego podejścia przedstawiono na rysunku b. Należy zauważyć, że przy takim podejściu kształt krzywej charakteryzującej uszkodzenia od uszkodzeń różni się od pokazanego na rysunku a. Wynika to z faktu, że przy podejściu opartym na ryzyku koszty są skierowane przede wszystkim na zapobieganie awariom o najbardziej negatywnych skutkach (szkody dla ludzi, środowiska, reputacji firmy, znaczne straty produkcyjne), tj. niedopuszczalne ryzyko. Na odcinku krzywej odpowiadającym 70 - 100 zapobieganym uszkodzeniom występują uszkodzenia o znikomych konsekwencjach. Porównanie krzywych na rysunku a, b pokazuje, że podejście oparte na ryzyku pozwala, przy porównywalnych poziomach kosztów bezpośrednich dla UNCO, poprawić ogólny wynik ekonomiczny przy jednoczesnym zmniejszeniu liczby awarii. Optymalny skumulowany wynik ekonomiczny pokazano na rysunku b z zielonym kółkiem. Takie podejście jest szczególnie skuteczne w firmach o różnych aktywach (nowe, rozwijające się, dojrzałe).
Aby zastosować podejście oparte na ryzyku do STCO, należy rozwiązać dwa problemy.
1. Dokonaj jakościowej oceny ryzyka naruszenia integralności różnego rodzaju sprzętu w planowanym okresie, w tym opracowania i wdrożenia modelu obliczeniowego:
– prawdopodobieństwo awarii sprzętu w zależności od klucza (wewnętrznego i zewnętrznego)
czynniki wpływu, które obejmują żywotność, wyniki badania technicznego, stan ochrony sprzętu, materiał produkcji, warunki i historię jego działania itp.;
– konsekwencje awarii sprzętu w zależności od jego wydajności, parametrów pracy, kosztu, lokalizacji instalacji (w stosunku do innych urządzeń, lokalizacji personelu, rozliczeń, stref ochrony wód itp.), czasu reakcji na krytyczne odchylenia parametrów pracy, stanu utrzymania sprzętu , stan zewnętrznych systemów ochrony i reagowania itp.
2. Generuj automatyczne raporty za określony okres
– o kosztach bezpośrednich UNCO według rodzajów sprzętu (1.1, 1.2, 1.3, 1.4);
– o zrealizowanych ryzykach awarii i naruszenia integralności sprzętu (2.1, 2.2, 3.1).
Przedstawione podejście służy do krótko-, średnio- i długoterminowego planowania działań związanych z UNCO.
Stan obecny i perspektywy bloku unco poszukiwań i wydobycia Gazprom Neft PJSC
Aby rozwiązać pierwsze zadanie, Dyrekcja Produkcji (PD) Bloku Poszukiwawczo-Wydobywczego (EPD) spółki Gazprom Nieft PJSC opracowała i wdraża program niezawodności i integralności sprzętu naftowego (OPE), w tym:
– ocena ryzyka naruszenia integralności organizacji pozarządowych poprzez wypełnienie i analizę arkuszy ewaluacyjnych według rodzaju organizacji pozarządowych;
– opracowanie na podstawie tej oceny metodologii planowania kosztów dla organizacji pozarządowej UC;
– tworzenie oddziałów UNCO w spółkach zależnych;
- Ocena skuteczności realizacji programu obsługowo-naprawczego dla organizacji pozarządowych.
Dyrekcja Gazu i Energii (DG&E) realizuje obecnie projekt pilotażowy „Stworzenie ujednoliconego systemu planowania i kontroli planowej konserwacji profilaktycznej urządzeń energetycznych”, którego głównym celem jest ograniczenie liczby napraw i ich kosztów poprzez określenie rodzaj i ilość napraw na podstawie oceny stanu technicznego urządzeń elektroenergetycznych (RBI) oraz równowagi pomiędzy wymaganym poziomem niezawodności a kosztem jej utrzymania (RCM). Ponadto w najbliższym czasie DG&E planuje uruchomić projekt pilotażowy „Testowanie systemów analityki predykcyjnej na głównych urządzeniach elektrowni i gazowych obiektach przesyłowych”, którego zadaniem jest zwiększenie niezawodności pracy, skrócenie czasu nieplanowanych przestojów sprzętu poprzez zapobieganie i eliminowanie usterek na wczesnym etapie (RBI) .
Drugie zadanie w zakresie oceny szkód ma rozwiązać wdrożenie opracowanego przez Gazprom Nieft PJSC dokumentu metodologicznego MD-16.10-05 „Metodyka finansowej oceny szkód powstałych w wyniku incydentów BHP” poprzez wyodrębnienie z istniejących systemów informatycznych incydentów wg. КТ-55, które są klasyfikowane jako naruszenia integralności sprzętu (wszystkie awarie, pęknięcia rurociągów itp.).
Organizacja raportowania kosztów bezpośrednich STCO powinna być prowadzona na podstawie:
– wdrożenie w UNCO fundamentalnego standardu Gazprom Nieft PJSC, którego opracowanie Centrum Rozwoju SUOD kończy w 2018 roku;
– analiza istniejącego zautomatyzowanego systemu raportowania zarządczego.
wnioski
1. Skumulowany wynik ekonomiczny jest kluczowym wskaźnikiem efektywności działań związanych z UNCO.
2. Wprowadzenie i analiza raportowania kosztów i uszkodzeń powstałych w wyniku awarii sprzętu i naruszenia integralności pozwalają na priorytetyzację kosztów UNCO.
3. Podejście oparte na ryzyku zapewnia najbardziej efektywny rozkład kosztów bezpośrednich dla STCO.
4. Obecny stan STCO w BRD, zarówno w zakresie procedur, jak i udostępnienia dokumentacji regulacyjnej i metodologicznej, pozwala na wdrożenie podstawowego standardu dla STCO bez istotnych zmian w istniejących dokumentach.
Zwiększenie niezawodności i efektywności systemu budżetowania w SIKA KAZAKHSTAN LLP
Przedsiębiorstwa zajmujące się produkcją mieszanek budowlanych i dodatków do betonu odgrywają ważną rolę w gospodarce kraju, ponieważ pełnią funkcję produkcyjną i zapewniają organizacjom państwowym i przemysłowym środki na wszelkie budownictwo, niezbędne do ich normalnego funkcjonowania. Jeżeli w Kazachstanie w ciągu ostatnich 5 lat nastąpił spadek wskaźnika budownictwa o 2-3%, to w regionie Ałmaty obserwuje się stały wzrost produkcji suchych i płynnych mieszanek dodatków do betonu: wskaźnik w 2014 r. w porównaniu z 2013 r. wyniósł 103%. Prawdopodobne jest, że wzrost ten wynika głównie ze wzrostu cen towarów wytwarzanych i importowanych. W istocie amortyzacja środków trwałych, brak zasobów i stosowanie przestarzałych technologii produkcyjnych pozwalają mówić o kryzysie mocy produkcyjnych związanych z produkcją suchych i płynnych mieszanek w rejonie Ałmaty.
Od końca 2012 roku, czyli od powstania Sika Kazakhstan LLP, sytuacja zaczęła się zmieniać na lepsze, ale jest za wcześnie, by mówić o całkowitym rozwiązaniu wszystkich problemów.
Specyfiką funkcjonowania tych przedsiębiorstw są również: sezonowość przychodów ze sprzedaży niektórych rodzajów produktów (budowlanych) przy warunkowo niezmiennym charakterze kosztów; potrzeba uwzględnienia wielkości szczytowego obciążenia sprzętu; obecność pewnych kategorii firm, które mają korzyści z spłacania długów, za które odszkodowanie następuje z opóźnieniem.
Oczywiście ta specyfika jest również nieodłącznym elementem Sika Kazakhstan LLP.
Obecnie należy zauważyć, że kierownictwo wyższego szczebla dostrzega potrzebę poprawy niezawodności i efektywności istniejącego systemu budżetowania w Sika Kazakhstan LLP. W ten sposób podjęto pierwszy krok w ulepszaniu tego systemu.
Rozwiązanie kwestii reformy systemu było spóźnione w trakcie działań: stało się jasne, że dalsze funkcjonowanie systemu budżetowania opartego na systemie arkuszy kalkulacyjnych MS Excel jest niedopuszczalne ze względu na istotne niedociągnięcia tego podejścia. Postanowiono zautomatyzować ten proces.
Automatyzacja będzie wymagała dużo czasu i zasobów, ale oczekuje się, że efekt wprowadzenia oprogramowania pokryje wszystkie koszty.
Automatyzacja systemu budżetowania pozwoli jasno i formalnie określić główne czynniki charakteryzujące wyniki działań, ich uszczegółowienie dla każdego szczebla zarządzania oraz konkretne zadania dla kierowników działów strukturalnych zapewniających ich realizację.
Automatyzacja budżetowania będzie w stanie zapewnić lepszą koordynację działań gospodarczych, zwiększyć możliwości zarządzania i adaptacji przedsiębiorstw zajmujących się produkcją i odsprzedażą do zmian w otoczeniu wewnętrznym i zewnętrznym. Może ograniczyć możliwość nadużyć i błędów w systemie planowania, zapewnić powiązanie różnych aspektów działalności gospodarczej, stworzyć jednolitą wizję planów przedsiębiorstwa i problemów pojawiających się w procesie ich realizacji, zapewnić bardziej odpowiedzialne podejście do podejmowanie decyzji i lepszą motywację do swoich działań.
Do ustanowienia systemu budżetowania niezbędnym elementem jest obecność w przedsiębiorstwie głównych wewnętrznych, regulacyjnych dokumentów organizacyjnych i administracyjnych oraz sformalizowanych procesów zarządzania (zasady, opis procedur, itp.). Potrzeba regulacji wynika z faktu, że tworzenie informacji o produkcji niejako powtarza przebieg samego procesu produkcyjnego i jest z góry zdeterminowane przez ruch zasobów materialnych przez etapy procesu technologicznego i wzrost siły roboczej koszty w miarę przetwarzania surowców. Struktura organizacyjna przedsiębiorstwa faktycznie zapewnia spójność określonych rodzajów działalności gospodarczej przedsiębiorstwa w realizacji głównych zadań i celów. Dlatego struktura organizacyjna i produkcyjna przedsiębiorstwa, jego mechanizm on-farm stanowią podstawę do reformy planowania i wprowadzenia automatycznego budżetowania.
Wzięło to pod uwagę kierownictwo Sika Kazakhstan LLP i już trwają procedury mające na celu opracowanie i uzgodnienie regulaminu zautomatyzowanego systemu budżetowania, który zastąpi dotychczasowy.
Zalety automatyzacji systemu budżetowania są następujące:
- 1. Jakość prac nad realizacją strategii ulega znacznej poprawie, ponieważ cele strategiczne są sformalizowane i komunikowane każdemu departamentowi.
- 2. Możliwa staje się bardziej obiektywna ocena wkładu każdego CFD dzięki ważności planów i stymulowaniu ich ścisłej realizacji.
- 3. Zautomatyzowany system budżetowania zapewnia ocenę skuteczności opracowanych działań w całym cyklu zarządzania budżetowaniem.
W ten sposób kierownictwo firmy jest na dobrej drodze, dając pierwszeństwo strategii reagowania na wyzwania czasu. Podjęte działania pozwolą firmie w przyszłości osiągnąć cele strategiczne i rozwijać biznes. Ale bardzo ważne jest, aby nie „zboczyć” z zamierzonej ścieżki, a jest to bardzo prawdopodobne w procesie rozwiązywania takiego problemu, jak zwiększenie niezawodności i wydajności systemu budżetowania firmy.
Aby uniknąć pomyłek, kierownictwo firmy powinno rozszerzyć współpracę o szerszą gamę firm oferujących usługi automatyzacji systemów budżetowania, aby móc wybrać najbardziej optymalną opcję platformy.
Ponadto wskazane byłoby zaangażowanie niezależnych specjalistów jako konsultantów przy wyborze systemu uwzględniającego specyfikę działalności Sika Kazakhstan LLP.
Generalnie działania podjęte przez firmę pomogą osiągnąć założone cele. Ale jeśli powyższe aspekty zostaną zignorowane, wektor procesu może się przesunąć, co nadal nie pozwoli w pełni wykorzystać wdrożonego systemu.
1.4.1. Wstęp. Zawory bezpośredniego działania do sprężarek tłokowych
Zawór- samodzielna jednostka montażowa w ramach stopnia sprężarkowego. Służy do okresowego łączenia komory roboczej z wnękami ssawnymi i tłocznymi.
Ryż. 5.9. Schemat ideowy zaworu.
1 - siedzisko, 2 - ogranicznik, 3 - sprężyna, 4 - element blokujący.
Pomimo różnorodności konstrukcji zaworów, można je zredukować do jednego schematu obwodu pokazanego na ryc. 5.9. W ogólnym przypadku zawór składa się z gniazda 1, ogranicznika 2, elementu blokującego 4 i jednej lub więcej sprężyn 3, a także zawiera elementy mocujące gniazdo z ogranicznikiem. W niektórych konstrukcjach jako element odcinający stosuje się element elastyczny, który jednocześnie pełni funkcję sprężyny. Po zmontowaniu element odcinający zaworu jest dociskany do gniazda i oddziela wnęki o różnych ciśnieniach względem siebie.
Zgodnie z ryc. 5.9 przepływ gazu przez zawór jest możliwy tylko przy przesunięciu elementu odcinającego o 0< h ≤ h кл в случае r 1 > r 2. Warunkiem rozpoczęcia ruchu korpusu odcinającego jest nadmiar siły gazu działającej na korpus odcinający nad siłą sprężystości sprężyn ![]() .
.
Siła sprężystości sprężyn w jest określona przez stosunek
![]()
Z tego wyrażenia wynika, że przy znanej liczbie sprężyn działających na płytę zaworową, ich sztywności i naprężeniu wstępnym w zmontowanym zaworze, wartość ![]() .
.
Siła jest określona przez ciśnienia gazu działające z obu stron na przednią powierzchnię elementu blokującego, tj.
gdzie jest współczynnikiem uwzględniającym kształt wykresu ciśnienia na powierzchniach organu odcinającego, który jest zwykle wyznaczany eksperymentalnie. Zaakceptujmy: ![]() - ciśnienie gazu w cylindrze stopnia sprężarki jest zmienne w zależności od kąta obrotu wału przy ciśnieniu tłoczenia
- ciśnienie gazu w cylindrze stopnia sprężarki jest zmienne w zależności od kąta obrotu wału przy ciśnieniu tłoczenia ![]() . Gdy warunek jest spełniony, zawory stopni sprężarki otwierają się automatycznie. Na tej podstawie nazywa się je samoczynnymi, tj. automatycznie otwierające się przy określonej różnicy ciśnień we wnękach oddzielonych zaworem. Gdy efektywna różnica ciśnień spada, zawór zamyka się automatycznie pod działaniem sprężyn.
. Gdy warunek jest spełniony, zawory stopni sprężarki otwierają się automatycznie. Na tej podstawie nazywa się je samoczynnymi, tj. automatycznie otwierające się przy określonej różnicy ciśnień we wnękach oddzielonych zaworem. Gdy efektywna różnica ciśnień spada, zawór zamyka się automatycznie pod działaniem sprężyn.
Zgodnie z konstrukcją, część przepływowa zaworu jest zespołem jednego lub kilku kanałów zamkniętych pod względem wzorca zmiany przekrojów w kierunku przepływu gazu do dyszy. W tym przypadku przekroje kanałów na wlocie (od strony gniazda) i wylocie (od strony ogranicznika) są stałe, natomiast przekrój w szczelinie zaworu jest minimalny, zależny od ruchu zaworu odcinającego elementu i zmienia się podczas pracy w zakresie , gdzie jest maksymalna wartość przekroju geometrycznego szczeliny dla całkowicie otwartego zaworu. Objętość gazu zawartego w kanałach zaworowych stanowi większość objętości martwej stopnia sprężarki iz tego punktu widzenia należy ją zminimalizować.
W istocie, płynące procesy fizyczne, zawór można uznać za lokalny opór o przekroju geometrycznym i przekroju równoważnym ![]() , gdzie jest współczynnikiem przepływu gazu przez zawór, zależnym od kształtu kanałów zaworu.
, gdzie jest współczynnikiem przepływu gazu przez zawór, zależnym od kształtu kanałów zaworu.
Cechą działania zaworów jest występowanie naprężeń udarowych w elementach zaworu przy zetknięciu elementu odcinającego z gniazdem i ogranicznikiem, których wielkość zależy przede wszystkim od wysokości elementu odcinającego i prędkości obrotowej sprężarki wał nr.
Przepychanie gazu przez zawór wymaga dodatkowego kosztu pracy proporcjonalnego do istniejącego spadku ciśnienia.
 ,
,
gdzie jest gęstość gazu na wlocie do kanałów zaworowych;
m to masowe natężenie przepływu gazu przez zawór.
Z powyższego wyrażenia wynika, że w celu zmniejszenia wartości należy jak najbardziej dobrać przekrój zastępczy szczeliny zaworowej. Prowadzi to jednak do zwiększenia przestrzeni martwej w kanałach zaworów iz reguły towarzyszy wzrostowi wysokości ruchu elementów odcinających, co pogarsza sprawność i niezawodność stopnia sprężarki.
Biorąc pod uwagę powyższe, na konstrukcję zaworów nakłada się szereg wymagań. Wyróżniamy najważniejsze spośród nich:
1. Wysoki poziom sprawności zaworów, zapewniony przez maksymalne możliwe zwiększenie przekroju szczeliny dla danych powierzchni stopnia sprężarki, na którym osadzone są zawory. W tym przypadku dodatkowe koszty energii w zaworach są zwykle ograniczone wartością dla sprężarek stacjonarnych i 12÷15% dla sprężarek mobilnych i specjalnych wysokociśnieniowych o mocy indykowanej.
2. Gwarantowany poziom niezawodności, który zwykle mierzony jest szacowanym czasem do pierwszej awarii zaworu. W nowoczesnych konstrukcjach sprężarek tłokowych wartość ta zawiera się w przedziale od 2 do 10 tys. godzin, gdzie górna granica odpowiada dużym sprężarkom stacjonarnym, a dolna - sprężarki o dużej prędkości i niskim przepływie.
Te wymagania są ze sobą sprzeczne. W szczególności chęć zwiększenia wydajności zwykle skutkuje spadkiem niezawodności zaworu. Dlatego projektując zawory, z reguły podążają ścieżką poszukiwania kompromisowego rozwiązania.
Oprócz powyższego na zawory nakłada się szereg dodatkowych wymagań, wśród których zwracamy uwagę na następujące:
Szczelność dynamiczna, tj. terminowość ich zamknięcia;
Szczelność statyczna zaworów w stanie zamkniętym;
Minimalna martwa przestrzeń w kanałach zaworów;
Łatwość instalacji, demontażu i konserwacji, zwłaszcza w przypadku pracy na zanieczyszczonych gazach i przy braku smarowania butli;
Minimalne parametry wagowe i wymiarowe, koszt i czas dostawy;
Serwis gwarantowany przez producenta.
Charakteryzując konstrukcję zaworów, zwykle bierze się pod uwagę dwie główne sekcje kanałów do przepływu gazu: sekcję w gnieździe i szczelinę całkowicie otwartego zaworu. W ogólnym przypadku wartość określa równanie
F u \u003d P ∙ h cl,
gdzie P jest uszczelnionym obwodem zamkniętego zaworu;
- maksymalna wielkość ruchu płyty zaworowej.
Wartości P i dla głównych typów zaworów podano w tabeli. 5.3.
Tabela 5.3
Parametry przekroju szczeliny zaworów bezpośredniego działania.
Uwaga: L(l), B(b) - wymiary korpusu odcinającego;
jest średnią średnicą płytki pierścieniowej;
- średnica otworu na wlocie do zaworu;
Z to liczba ruchomych elementów zaworu.
Głównym zadaniem we wstępnym uzasadnieniu projektu zaworu wybranego typu dla rozpatrywanego stopnia sprężarki jest wyznaczenie wymaganego przekroju szczeliny w zależności od liczby zaworów Z, powierzchni czynnej tłoka, jego średniej prędkość cn, temperatura gazu na wlocie zaworu T, stała gazowa R i wykładnik adiabatyczny k. Zależność tych parametrów dla całkowicie otwartego zaworu opisuje zależność kryterium
 ,
,
gdzie M jest kryterium natężenia przepływu gazu w zaworze. Jego wartość dla nowoczesnych konstrukcji zaworów leży w zakresie ![]() ;
;
jest natężenie przepływu zaworu.
Wartość dla konkretnego typu zaworu jest zwykle wyznaczana eksperymentalnie, uznając ją za zależną od aktualnej wysokości ruchu płytek zaworowych. Dla zaworów w pełni otwartych można zalecić wartości podane w Tabeli 1. 5.4.
Tabela 5.4
Współczynnik przepływu głównych konstrukcji zaworów
W literaturze zawór charakteryzuje się równoważnym przekrojem poprzecznym ![]() . Jego wartość według powyższego kryterium zależność będzie równa
. Jego wartość według powyższego kryterium zależność będzie równa

W zależności od znalezionej wartości Ф wybierany jest standardowy zawór lub opracowywany jest nowy o określonych parametrach geometrycznych.
Ten sposób doboru zaworów nie gwarantuje wymaganego poziomu wydajności i niezawodności. Dlatego na końcowym etapie wskazane jest wykonanie analizy obliczeniowej pracy wybranych zaworów w ramach rzeczywistego stopnia sprężarki. W tym celu wykorzystywane są sprawdzone programy obliczeniowe, które umożliwiają matematyczne modelowanie kompleksu procesów pracy i dynamiki ruchu elementów odcinających, które pozwalają na etapie projektowania uzasadnić optymalne połączenie parametrów geometrycznych elementów zaworu w stosunku do kompresor o zadanej geometrii stopnia, znanych parametrach pracy i właściwościach substancji roboczej.
Wskaźnikiem niezawodności opracowanych zaworów, powstałym w wyniku wieloletnich doświadczeń wielu pokoleń badaczy, producentów i konsumentów urządzeń sprężarkowych jest spełnienie warunku: obliczona (na etapie projektowania) lub wyznaczona eksperymentalnie prędkość osadzania płyt zaworowych na gnieździe W s ≤ 1,5 m/s .
Ostateczna ocena sprawności i niezawodności zaworów dokonywana jest na podstawie rozszerzonych testów termicznych sprężarek, które obejmują określenie wydajności, poboru mocy, stopniowej temperatury tłoczenia i czasu do awarii.
W poniższych materiałach autor stawia i rozwiązuje problem opracowywania, badania i tworzenia zaworów samoczynnego działania, których skuteczność i niezawodność potwierdza się na etapie projektowania za pomocą zmodernizowanego programu KOMDET-M.
1.4.2. Podstawy optymalizacji zaworu sprężarki tłokowej
Dobór charakterystycznych parametrów zaworów przez wartość przekroju zastępczego w szczelinie całkowicie otwarte zawory F sh nie gwarantuje optymalnej kombinacji parametrów konstrukcyjnych zaworów (grubość δ pl i masa m pl ruchome płyty zaworowe, ich maksymalny ruch h klasa, twardość Z pr, liczby Z pr i napięcie wstępne sprężyny h 0 działających na poszczególne płyty zaworowe), a tym samym nie pozwala na przewidzenie rzeczywistego poziomu statycznego ν pr i dynamicznego ν przypadającego na nieszczelność zaworów o wymiarach gabarytowych lub średnicach gniazda dobranych we wstępnych obliczeniach termodynamicznych D jeden . Konsekwencją takiego podejścia jest do pewnego stopnia rozbieżność między wydajnością obliczoną a rzeczywistą, mocą na wale maszyny oraz wskaźnikami niezawodności i wydajności stopni i jednostki jako całości.
Biorąc pod uwagę te czynniki, wskazane jest wykonanie złożone obliczenia weryfikacyjne jak eksperyment numeryczny , podczas której przeprowadzana jest analiza porównawcza wariantów stopni sprężarki wyposażonych w zawory o różnej konstrukcji. Zgodnie z wynikami eksperymentu numerycznego zaleca się, aby „ optymalna opcja » zawory zapewniające wymaganą wydajność stopnia, nowoczesny poziom sprawności i niezawodności zaworów podczas pracy w trybach nominalnych i innych.
Ten aspekt pracy został szczegółowo przedstawiony w rozdziale 7.
1.4.3. O możliwości zastosowania zaworów grzybowych
w ramach przeciwstawnych stopni sprężarek
Pod zaworami „grzybkowymi” w literaturze rozumie się zawory indywidualne z elementem odcinającym w postaci okrągłej płytki, której powierzchnia od strony gniazda wykonana jest zgodnie z profilem zapewniającym minimalny opór gazodynamiczny, gdy gaz przepływa przez kanały zaworów. Ruchomy narząd zaworów na zewnątrz przypomina grzyba z kulistą „nakrywką” skierowaną w stronę gniazda zaworu. Strukturalnie zawory grzybowe praktycznie nie różnią się od zaworów z płytkami kulistymi (patrz ryc. 5.10-A i 5.10-B). Ze względu na szereg cech, zawory tego typu są z reguły stosowane w maszynach wyporowych o małym przepływie oraz w stopniach wysokiego ciśnienia o małych średnicach cylindrów. Istniejące metody obliczania zaworów kulistych mają duże zastosowanie do analizy pracy stopni sprężarek wyposażonych w zawory grzybkowe.
W tej części pracy autor analizuje możliwość zastosowania zaworów grzybowych w stopniach nowoczesnych wysokoobrotowych (n ≥ 750 obr/min) sprężarek przeciwbieżnych z tłokami dwustronnego działania, co z góry determinuje boczne usytuowanie poszczególnych zaworów o średnicy otworu d 1 na bocznych ścianach cylindra.
Ponieważ zawory grzybowe są strukturalnie identyczne z zaworami kulistymi, ich analizę obliczeniową można przeprowadzić na podstawie programu użytkowego KOMDET-M. Program dobrze się sprawdził w praktyce działów obliczeniowych i projektowych OJSC „KOMPRESSOR” w Petersburgu na etapie opracowywania i uzasadniania optymalnych opcji dla sprężarek niskiego przepływu o niskim, średnim i wysokim ciśnieniu na podstawach w kształcie litery U. .

Ryż. 5.11. Zawór grzybkowy do układania w stos
z niemetalowymi elementami blokującymi
o średnicy otworu 125 mm (Z cl \u003d 20)
Główna zaleta zaworów grzybkowych (grzybkowy i kulisty) z niemetalowe urządzenia blokujące brana jest pod uwagę ich zwiększona szczelność w stanie zamkniętym.
Główna wada- niski współczynnik wykorzystania powierzchni czołowej płyty zaworowej o średnicy gniazda d 1, w obrębie której zamontowana jest n-ta liczba zaworów kulistych lub grzybkowych (patrz rys. 5.11).
Jako obiekt badań wybrano pierwszy stopień sprężarki gazu 4GM2,5-6,67/4-50C z tłokami dwustronnego działania. Wnęki robocze sceny (A i B) mogą być wyposażone w różnego rodzaju zawory indywidualne o średnicy gniazda ø125 mm i umieszczone na bocznej powierzchni cylindra. W trakcie eksperymentu numerycznego oceniono wydajność pracy stopnia wyposażonego w zawory o przepływie bezpośrednim (PIC), taśmowe (LU), listwowe (PC) i grzybowe przy zachowaniu parametrów pracy.
Na wstępnym etapie badań określono optymalną wartość uniesienia narządu odcinającego zastawki grzybiczej. Wyniki badania podano w tabeli. 5.6. Ich analiza pozwoliła na uzasadnienie optymalnej wersji zaworu GrK125-20 -14 -2.0 o średnicy otworu w siodle d c = 14 mm i wysokości korpusu odcinającego h class.opt = 2 mm.
Wyniki II etapu badań przedstawiono w tabeli. 5.7 i na ryc. 5.12 w postaci parametrów prądowych i całkowych stopnia sprężarki wyposażonego w różnego rodzaju zawory pozwalają na wyciągnięcie następujących wniosków:
1. Zawory grzybkowe piętrowe montowane w płycie o średnicy gniazda ø125, gdy znajdują się na bocznej powierzchni cylindra stracić zawory innych typów według kluczowych wskaźników, w tym:
Spadek produktywności - o 4,3%;
Dwukrotny wzrost całkowitych strat względnych w zaworach χ słońce + ng;
Zmniejszenie efektywności wskaźnika izotermicznego η z.ind - o 8,0%;
Podwyższenie temperatury gazu wylotowego o 14 K.
Tabela 5.6
Parametry całkowe pierwszy krok kompresor 4GM2.5-6.67/4-50S w przypadku wyposażenia w zawory grzybkowe ze zmienną wysokością podnoszenia h kl
| Parametry | Wymiar | Liczba i rodzaj zainstalowanych zaworów: | ||||
| Z cl \u003d 1 słońce + 1 ng, typ - grzybicze | ||||||
| Oznaczenie zaworu I ul. | - | GrK125- 20-14-1,5 | GrK125- 20-14-1,8 | GrK125- 20-14-2,0 | GrK125- 20-14-2,2 | GrK125- 20-14-2,5 |
| klasa h | mm | 1.5 | 1.8 | 2.0 | 2.2 | 2.5 |
| r ng / r słońce | MPa | 1.2 / 0.4 | ||||
| P = r ng / r słońce | - | 3.0 | ||||
| a | 0.34 | |||||
| T słońce | DO | |||||
| T st | 345.2 | 334.9 | 343.1 | 342.9 | 342.7 | |
| T ng.c | 433.5 | 430.3 | 428.3 | 427.8 | 427.4 | |
| m 1.A | kg/h | 513.44 | 517.26 | 519.94 | 518.58 | 523.88 |
| V n.s.1A | nm 3 /min | 7.1011 | 7.154 | 7.1911 | 7.1723 | 7.2455 |
| N ind.1A | kW | 20.470 | 20.150 | 19.961 | 19.826 | 19.974 |
| N nom.1A | 16.736 | 16.781 | 16.841 | 16.796 | 16.938 | |
| N∑ | 3.634 | 3.369 | 3.120 | 3.030 | 3.036 | |
| słońce | - | 0.118 | 0.108 | 0.103 | 0.103 | 0.100 |
| ng | 0.105 | 0.093 | 0.082 | 0.077 | 0.079 | |
| L beat | kJ/kg | 143.5 | 140.2 | 138.2 | 137.6 | 137.3 |
| h niedz | 528.87 | |||||
| godz. S | 637.43 | |||||
| h ng | 670.56 | 667.33 | 665.24 | 664.66 | 664.33 | |
| η z.ind | - | 0.643 | 0.658 | 0.667 | 0.670 | 0.672 |
| λ | 0.5304 | 0.5344 | 0.5372 | 0.5358 | 0.5412 | |
| λ d | 0.9521 | 0.9632 | 0.9664 | 0.9609 | 0.9709 | |
| λ t | 0.9619 | 0.9631 | 0.9642 | 0.9658 | 0.9639 | |
| λ o | 0.5669 | 0.5733 | 0.5746 | 0.5719 | 0.5769 | |
| λ słońce | - 0.0225 | - 0.0123 | - 0.0104 | - 0.0139 | - 0.0131 | |
| λ ng | 0.0026 | 0.0021 | 0.0007 | 0.0005 | 0.0041 | |
| ρ 3 | kg/m3 | 9.919 | 9.962 | 9.988 | 9.984 | 10.005 |
| ρ 1 | 4.362 | 4.418 | 4.437 | 4.419 | 4.458 | |
| ρ 3 / ρ 1 | - | 2.274 | 2.255 | 2.251 | 2.259 | 2.244 |
| W s.sun | SM | 1.14 | 0.91 | 0.96 | 1.21 | 2.26 |
| W s.ng | 1.94 | 1.93 | 1.39 | 1.42 | 2.42 |
Kod wariantu - GM25-6.7-4-12-G. wnęka robocza - A.
POWIETRZE, Dc. I = 200 mm, S p = 110 mm, L w = 220 mm, n = 980 obr/min, s p = 3,593 m/s
Tabela 5.7
Parametry pierwszy krok sprężarka wspomagająca 4GM2,5-6,67/4-50S
wyposażone w zawory różnych typów
Z cl \u003d 1 + 1, δ arb. cl \u003d 1 μm, ρ vs. rzeczywista \u003d 4,7635 kg / m3
| Parametry | Wymiar | Wersja pierwszy krok | |||
| A | b | V | g | ||
| Typ zaworu | - | PIK125- 1,0BM-1,5 | LU125-9-96-8-0,6-1,8 | PK125-9-96-8-0,6-1,8 | GrK125- 20-14-2 |
| T ng | DO | 412.9 | 414.6 | 413.7 | 428,3 + 14 tys |
| m 1.A | kg/h | 532.3 | 545.4 | 542.2 | 519.9 |
| V n.s.1A | nm 3 /min | 7.362 | 7.544 | 7.499 | 7.191 - 4.3% |
| V niedz.1A | m 3 /min | 1.862 | 1.908 | 1.897 | 1.819 |
| N ind.1A | kW | 18.221 | 18.809 | 18.568 | 19.961 |
| ∑∆Klasa N | 1.036 | 1.502 | 1.392 | 2.957 2 razy | |
| słońce | - | 0.034 | 0.048 | 0.044 | 0.103 |
| ng | 0.026 | 0.039 | 0.037 | 0.082 | |
| η z.ind | 0.749 | 0.743 | 0.748 | 0.667 -8% |


Ryż. 5.12. Aktualne parametry pierwszego stopnia sprężarki
4GM2,5-6,67/4-50С przy n = 980 obr/min
GrK125-20-12-2 ------- PK125-9-96-8-0,6-1,8
2. Wysoka częstotliwość i amplituda drgań sprężyn zaworowych w okresach ssania i tłoczenia (patrz rys. 5.12) przyczynia się do ich przedwczesnego uszkodzenia.
Podsumowując uzyskane dane, należy zauważyć, że nie jest wskazane stosowanie zestawu zaworów grzybkowych w okrągłej płycie zaworowej jako części stopni dużych sprężarek przeciwstawnych z tłokami dwustronnego działania przy dużych prędkościach wału. Wyjątkiem mogą być niektóre przypadki stosowania zaworów grzybowych podczas wykonywania czynności. niska prędkość kompresory sprężające "ciężkie" - "lekkie" gazy (np. mieszanki POWIETRZE - wodór i wodór) podczas prób rozruchowych.
Bibliografia
1. Prilutsky I.K., Prilutsky A.I. Obliczenia i projektowanie
sprężarki tłokowe i ekspandery na znormalizowanych zasadach:
Podręcznik dla studentów. - SPbGAHPT, 1995. – 194 pkt.
2. Sprężarki tłokowe: Podręcznik dla studentów.
B.S. Fotin, I.B. Pirumow, I.K. Prilutsky, P.I. Plastynina.
- L .: Mashinostroenie, 1987. - 372 s.
3. Sprężarki tłokowe Frenkla M.I.
- L .: Mashinostroenie, 1969. - 744 s.
- M .: Mashinostroenie, 1979. - 616 s.
4. Katalog silników elektrycznych. Oddział Elcom LLC. - Moskwa, Rosja
Woroszyłow - Ryżków:
1. Sprężarki Booster bez chłodzenia cylindra -
problem termiczny(eksperyment i Kolesnev) +
przykryć żebra(eksperyment z udziałem przedstawiciela KKZ i Galyaeva??)
2. Ujednolicenie zaworów I i II stopnia sprężarki 4GM2,5-6,67/11-64
3. Racjonalne rozwiązania techniczne Masza, Tłumienie, Ujednolicenie - klasa Z 3:1 (PAI)
4. Zawory prostokątne sprężarek transportowych - alternatywa dla pojedynczych zaworów okrągłych wymuszonych średnią prędkością tłoka i prędkością wału (UKZ-Demakov i KKZ)
5. Rozbudowa bazy 4U4 wymuszona średnią prędkością ………….
6. Osiągnięty poziom techniczny sprężarek.
Perspektywy dalszego jej wzrostu
7. Kompleksowa analiza obliczeniowa i teoretyczna (2ВМ2,5-14/9) ………..
"SPOSOBY ZWIĘKSZENIA NIEZAWODNOŚCI I WYDAJNOŚCI URZĄDZEŃ TECHNOLOGICZNYCH I ENERGETYCZNYCH PODCZAS PRODUKCJI I TRANSPORTU ROPY I GAZU..."
jako rękopis
SMORODOW EVGENIY ANATOLYEVICH
METODY POPRAWY NIEZAWODNOŚCI
I EFEKTYWNOŚĆ TECHNOLOGICZNA
I URZĄDZENIA ZASILAJĄCE W PROCESACH
PRODUKCJA I TRANSPORT OLEJU I GAZU
Specjalności: 05.02.13 - "Maszyny, urządzenia i procesy"
(Przemysłu naftowo-gazowego)
05.26.03 - „Bezpieczeństwo pożarowe i przemysłowe” (przemysł naftowy i gazowniczy)
Rozprawy na stopień doktora nauk technicznych
Prace prowadzono na Politechnice Ufa State Oil.
Konsultant naukowy doktor nauk technicznych, profesor Baikov Igor Ravilevich.
Oficjalni przeciwnicy: doktor nauk technicznych, docent Nowosełow Władimir Wiktorowicz;
doktor nauk technicznych, docent Yamaliev Vil Uzbekovich;
doktor nauk technicznych, profesor Gumerow Rif Saifullovich.
Organizacja prowadząca„Centrum Technologii Energooszczędnych Republiki Tatarstanu” przy Gabinecie Ministrów Republiki Tatarstanu.
Obrona odbędzie się 20 lutego 2004 r. o godzinie 14:00 na posiedzeniu Rady Dysertacyjnej D 211.289.05 na Państwowym Uniwersytecie Technologii Naftowej w Ufa pod adresem: 450062, Republika Baszkirii, Ufa, ul. Kosmonauci, 1.
Rozprawę można znaleźć w bibliotece Państwowego Uniwersytetu Technologii Naftowej w Ufa.
Sekretarz naukowy Rady Rozprawy Ibragimov I.G.
OGÓLNY OPIS PRACY
Znaczenie Problemy. Zapewnienie niezawodności działania i bezpieczeństwa pracy obiektów przemysłu naftowego i gazowniczego we współczesnym społeczeństwie jest najważniejszym zadaniem. Procesy technologiczne wydobycia i transportu surowców węglowodorowych mają potencjalnie niebezpieczny charakter, co wiąże się z dużymi ilościami palnych surowców organicznych wytwarzanych na polach i transportowanych na duże odległości.Poważne awarie w przedsiębiorstwach branży prowadzą do katastrof ekologicznych, których usuwanie skutków wymaga znacznych nakładów finansowych, a odtworzenie środowiska naturalnego zajmuje wiele lat.
Poziom niezawodności systemów technicznych w przemyśle naftowo-gazowym ma bezpośredni wpływ na efektywność produkcji. Problemy zwiększenia efektywności przemysłu naftowego i gazowniczego są ściśle związane z zadaniem obniżenia kosztów produkcji, w szczególności surowców energetycznych oraz prowadzenia działań naprawczych i rekultywacyjnych. Z kolei te zadania są uwarunkowane stanem technicznym urządzeń przemysłu, w związku z czym ich rozwiązanie jest możliwe dzięki opracowaniu środków poprawiających niezawodność urządzeń i doskonaleniu metod diagnostyki technicznej.
Obecnie pojawiły się obiektywne warunki, aby rozwiązać te problemy. Przede wszystkim wynikają one z powszechnego wprowadzania technologii mikroprocesorowej do technologii naftowych i gazowych, co pozwala na uzyskanie informacji produkcyjnych w ujęciu jakościowym i ilościowym nieporównywalnym z tymi dostępnymi 5-10 lat temu. Systemy informacyjno-pomiarowe (IMS) umożliwiają odbieranie, gromadzenie i przechowywanie przez prawie nieograniczony czas tablic danych produkcyjnych, które obejmują nie tylko bieżące parametry pracy urządzeń, ale także elektroniczne bazy danych służb dyspozytorskich.
Szczególną uwagę należy zwrócić na rozwój nowych matematycznych metod przetwarzania danych i budowania na ich podstawie modeli systemów technicznych, których zastosowanie stało się możliwe w chwili obecnej. Należą do nich metody synergii i dynamicznego chaosu, logika rozmyta, metody teorii gier, sieci neuronowe i automaty komórkowe oraz wiele innych, które zostały opracowane i z powodzeniem stosowane w takich dziedzinach jak ekonomia i finanse, meteorologia, geofizyka, prognozowanie awaryjne, ale nie znalazł szerokiego zastosowania w sektorach przemysłowych.
Ogólną strukturę zadania poprawy niezawodności i wydajności przedsiębiorstw naftowych i gazowych można przedstawić w postaci uproszczonego schematu (ryc. 1). Podstawą do postawienia i rozwiązania problemu są dane wyjściowe ZSZ, na podstawie których budowane są modele matematyczne opisujące cechy obiektów i proces ich rozwoju w czasie. Mogą to być wskaźniki niezawodności sprzętu, parametry charakteryzujące aktualny stan techniczny obiektu lub osobny parametr określający efektywność danego procesu technologicznego.
Budowa odpowiedniego modelu systemu technicznego, odrębnego obiektu, urządzenia lub jego węzła ma na celu uzyskanie prognozy zmian parametrów technicznych lub parametrów niezawodnościowych w czasie. Prognoza z kolei pozwala na podejmowanie świadomych decyzji o przeprowadzeniu czynności serwisowych, zaplanowaniu czynności naprawczych, wyposażeniu służb serwisowych w niezbędny sprzęt oraz skompletowaniu funduszu rezerwowego sprzętu.
Integralną częścią problemu zwiększenia niezawodności działania i efektywności energetycznej przedsiębiorstw jest opracowanie metod racjonalnego zaopatrzenia w energię. Składnik energetyczny w koszcie surowców węglowodorowych sięga 15%, a ciągłość procesów technologicznych w przemyśle naftowo-gazowym jest bezpośrednio związana z nieprzerwanym zasilaniem.
Zwiększenie efektywności przedsiębiorstw osiąga się poprzez rozwiązanie całego kompleksu wymienionych zadań.
– – –
Efektywność produkcji jest ważnym aspektem problemów kompleksu naftowo-gazowego. Efektywność rozumiana jest przede wszystkim jako poziom kosztów wszelkich możliwych zasobów, w tym energii, niezbędnych do utrzymania funkcjonowania przedsiębiorstwa. Koszty produkcji, jako jedna z głównych składowych kosztów produkcji, stanowią obecnie poważną przeszkodę dla konkurencyjności rosyjskich węglowodorów na rynku międzynarodowym. Dlatego w ostatnich latach pilnie potrzebny jest rozwój i wdrażanie technologii oszczędzających energię i zasoby.
Rozwój metod rozwiązywania powyższych problemów powinien być budowany z uwzględnieniem zwiększonego poziomu jakości i ilości informacji wyjściowych, dostarczanych przez zautomatyzowane systemy sterowania i diagnostyki szeroko stosowane w przedsiębiorstwach przemysłowych.
cel praca doktorska ma na celu poprawę efektywności i bezpieczeństwa przemysłowego przedsiębiorstw naftowych i gazowniczych poprzez opracowanie metod zarządzania parametrami niezawodności pracy urządzeń oraz obniżenie kosztów produkcji na utrzymanie i zasoby energetyczne.
Główne zadania
Badania:
1. Opracowanie metod diagnozowania i prognozowania parametrów niezawodnościowych pracy urządzeń w oparciu o budowę modeli układów technologicznych wytwarzania i transportu surowców węglowodorowych.
2. Tworzenie systemów parametrów diagnostycznych do oceny aktualnego stanu technicznego i trwałości resztkowej urządzeń w oparciu o zintegrowane wykorzystanie informacji z automatycznych urządzeń do zbierania danych.
3. Opracowanie podstaw teoretycznych i praktycznych metod operacyjnego monitorowania stanu technicznego systemów transportu ropy i gazu z wykorzystaniem modeli statystycznych, fenomenologicznych i dynamicznych.
4. Poprawa efektywności pracy urządzeń naftowych i gazowych w oparciu o optymalne planowanie działań naprawczych i rewitalizacyjnych.
5. Opracowanie metodyki kalkulacji kosztów utrzymania usług naprawczych i restauratorskich, która pozwala na minimalizację uszkodzeń na skutek awarii urządzeń technologicznych.
6. Opracowanie metod poprawy niezawodności i sprawności pracy urządzeń elektroenergetycznych z uwzględnieniem obciążeń zmiennych wynikających ze zmian warunków pracy i stanu technicznego odbiorców energii.
7. Opracowanie podstaw teoretycznych planowania terytorialnej lokalizacji obiektów i łączności przedsiębiorstw naftowych i gazowych w celu zwiększenia niezawodności dostaw energii i zmniejszenia strat energii, czasu regeneracji sprzętu i kosztów kapitałowych w budowie obiektów łączności.
8. Poprawa niezawodności systemów zasilania w energię złóż w oparciu o stworzenie zasad rozmieszczenia autonomicznych źródeł energii.
Metody rozwiązywania problemów. Przy rozwiązywaniu postawionych zadań zastosowano metody probabilistyczno-statystyczne, elementy teorii chaosu deterministycznego, metody teorii gier, teorię kolejek, metody rozwiązywania problemów optymalizacji transportu. W celu potwierdzenia wniosków oraz wdrożenia metod i algorytmów zaproponowanych w pracy doktorskiej wykorzystano informacje przemysłowe pozyskane przez system informacyjno-pomiarowy Skat-95 na wielu polach naftowych Syberii Zachodniej, bazę danych komputerowych układów pomiarowo-sterujących sprężarek. stacje Bashtransgaz LLC, dane z diagnostyki wibracyjnej i gazodynamicznej TsPTL LLC "Bashtransgaz", dane z dzienników wysyłkowych OJSC "Uraltransnefteprodukt" i inne informacje produkcyjne.
Nowość naukowa następująco:
1. Uzasadniono konieczność gromadzenia i trwałego przechowywania całego wolumenu informacji produkcyjnych i diagnostycznych oraz wykazano, że informacje te mają dużą wartość z punktu widzenia rozwoju obiecujących metod diagnostycznych opartych na matematycznym przetwarzaniu dużych ilości danych wyjściowych, takich jak metody statystyki matematycznej, chaos dynamiczny, tworzenie modeli symulacyjnych itp.
2. Wskazuje się na konieczność uwzględnienia zależności czasowej przepływu uszkodzeń sprzętu w wyniku zmian charakterystyk pola w procesie jego rozwoju. Zaproponowany w artykule trójparametrowy model prognozowania dyspozycyjności urządzeń procesu wydobycia ropy i gazu pozwala na ponad dwukrotne zwiększenie wiarygodności prognoz.
3. Wykazano, że różnego rodzaju awarie urządzeń mają charakter deterministyczny w miejscu awarii, a między typami awarii a parametrami technologicznymi pracy odwiertu ustalane są istotne statystycznie zależności.
4. Zaproponowano technikę analizy danych z diagnostyki wibracyjnej, która umożliwia uwzględnienie destrukcyjnego wpływu procesów stochastycznych w złożonych układach technicznych oraz umożliwia rozpoznawanie rozwijających się wad urządzeń do transportu ropy i gazu, nieosiągalne dla metod tradycyjnych .
5. Opracowano zestaw metod optymalnego harmonogramowania terminów remontów urządzeń do wydobycia ropy i gazu, pozwalający na minimalizację strat przedsiębiorstwa oraz w oparciu o retrospektywną analizę baz danych zautomatyzowanych systemów pomiarowych na temat dynamiki odwiertu. natężenia przepływu i rozwiązania numeryczne otrzymane na podstawie modelu symulacyjnego. Zaproponowane metody umożliwiają uwzględnienie nie tylko cech niezawodnościowych sprzętu, ale także wpływu takich czynników jak aktualne ceny surowców oraz negatywny wpływ samych czynności konserwacyjnych.
6. Przedstawiono założenia teoretyczne służące ustaleniu strategii wyboru rodzajów i lokalizacji autonomicznych źródeł energii na terenie złóż, które umożliwiają zwiększenie niezawodności dostaw energii do złóż ropy naftowej i gazu oraz obniżenie kosztów zużywanego ciepła i Elektryczność.
Wzięte do obrony wyniki osiągnięć naukowych w zakresie modelowania procesów technologicznych i doskonalenia metod diagnostycznych w celu poprawy niezawodności pracy urządzeń technologicznych oraz zapewnienia efektywności energetycznej i bezpieczeństwa przemysłowego obiektów przemysłu naftowego i gazowniczego.
Wartość praktyczna i realizacja pracy. Opracowane w pracy doktorskiej techniki i algorytmy przewidywania terminów awarii urządzeń do wydobycia ropy naftowej pod ziemią są zawarte w zautomatyzowanym systemie sterowania parametrami wydobycia ropy „Skat-95”. System ten działa w wielu przedsiębiorstwach produkujących ropę na Syberii Zachodniej.
Zastosowanie zaproponowanych metod pozwoliło na 2-5-krotne zwiększenie wiarygodności prognoz awarii pomp ESP.
Zaproponowane w pracy metody obliczania częstości działań porządkowych zostały przetestowane w OAO Uraltransnefteprodukt. Przeprowadzone badania wykazały wysoką skuteczność metody i dokładność oszacowań, wystarczającą do praktycznego zastosowania.
Wyniki obliczeń zostały wykorzystane w planowaniu działań uzdatniających dla rurociągów produktów naftowych Salavat-Ufa, Ufa-Kambarka, Sineglazovo-Sverdlovsk.
Opracowane w rozprawie metody określania stanu technicznego i sprawności energetycznej turbozespołów gazowych zostały przetestowane przez służbę CPTL DP „Bashtransgaz” i służą do kontroli stanu technicznego GCU.
Propozycje i rekomendacje dotyczące zasad doboru i lokalizacji terytorialnych elektrowni autonomicznych są rozpatrywane przez Urengojgazprom LLC, OAO Gazprom, TPP Kogalymnieftiegaz, TPP Uraynieftiegaz, TPP Langepasnieftiegaz, TPP Pokachineftegaz.
Zatwierdzenie pracy.
Kluczowe punkty prace relacjonowano na następujących seminariach, radach naukowo-technicznych i konferencjach:
1. Ogólnorosyjska konferencja naukowo-techniczna „Odczyty Nowoselowskiego” (Ufa, 1998).
2. V Międzynarodowa Konferencja Naukowa „Metody Cybernetyki Procesów Chemiczno-Technologicznych” (Ufa, 1999).
3. III Ogólnorosyjska konferencja „Regionalne problemy oszczędzania energii i sposoby ich rozwiązywania” (N.-Novgorod, 1999).
4. Międzyregionalna konferencja naukowo-metodologiczna „Problemy przemysłu naftowego i gazowniczego” (Ufa, 2000).
5. Konferencja naukowo-praktyczna „Oszczędność energii w technologii chemicznej – 2000” (Kazań, 2000).
6. Ogólnorosyjska konferencja naukowa „Oszczędność energii w Republice Białorusi” (Ufa, 2001).
7. Międzynarodowa konferencja poświęcona 50-leciu PTT USPTU (Ufa, 2002).
– – –
Praca doktorska składa się ze wstępu, pięciu rozdziałów, głównych wniosków; zawiera 315 stron tekstu maszynowego, 32 tabele, 84 ryciny, spis bibliograficzny 240 tytułów.
We wstępie zasadność tematu pracy doktorskiej jest uzasadniona.Pierwszy rozdział poświęcony jest analizie nowoczesnych metod modelowania systemów technicznych przemysłu naftowego i gazowniczego, prowadzona jest analiza metod monitorowania i regulacji parametrów niezawodnościowych urządzeń wydobywczych i transportowych ropy i gazu oraz sposobów obniżenia kosztów brane są pod uwagę zużyte zasoby energii.
Przeprowadzona analiza wykazała, że istniejące modele prognozowania niezawodności urządzeń naftowych i gazowych są statyczne i nie uwzględniają dynamiki zmian cech obiektu w czasie. Jednocześnie istnieje wiele dobrze rozwiniętych metod matematycznych, które umożliwiają modelowanie rzeczywistych procesów fizycznych w złożonych układach technologicznych. Do niedawna wdrażanie tych metod ograniczał brak wystarczającej ilości informacji wyjściowych, które z reguły wykorzystywane były jako dane z dzienników wysyłek. Dzięki wprowadzeniu automatyki i technologii komputerowych w przemyśle naftowym i gazowniczym oraz zgromadzonym dużym zbiorom danych operacyjnych, możliwe stało się tworzenie i wykorzystywanie algorytmów i programów komputerowych wdrażających nowoczesne metody modelowania, które mogą znacząco podnieść poziom niezawodności działania obiekty przemysłu naftowego i gazowniczego.
Rozważono główne metody diagnozowania stanu technicznego urządzeń energetycznych przesyłu ropy i gazu i wykazano, że nie posiadają one wymaganej niezawodności. Analiza wyników diagnostyki wibracyjnej agregatów sprężarkowych wykazała zatem, że w wielu przypadkach rozwój defektów nie jest rozpoznawany przy wykorzystaniu istniejących metod przetwarzania sygnałów wibracyjnych. Stwierdzono, że konieczne jest poszerzenie zestawu cech diagnostycznych oraz udoskonalenie metod przetwarzania danych diagnostycznych, które pozwalają na odpowiednią ocenę aktualnego stanu technicznego maszyn energetycznych.
– – –
Rys.4. Porównanie możliwości predykcyjnych modeli o różnej złożoności.
Przyczyną wypadku jest zatkanie części roboczych pompy piaskiem. Przedział „a” jest podstawą prognozy, przedział „b” jest prognozą. 1 - wielomian I stopnia; 2 - wielomian II stopnia; 3 - wielomian III stopnia; Trójkątne znaczniki – rzeczywiste dane tuż przed całkowitą awarią Awarie sprzętu polowego są zdarzeniami stosunkowo rzadkimi, dlatego wielkości próbek do napraw awaryjnych i/lub wymiany sprzętu w okresie, w którym warunki pracy można uznać za niezmienione, są niewielkie. Ponadto wiarygodne informacje o awariach urządzeń procesowych, przechowywane w bazach danych nowoczesnych systemów automatycznych, obejmują przedział czasowy 5 lat. Biorąc pod uwagę średni czas między awariami i całkowitą liczbę jednostek tego samego typu sprzętu, taka ilość informacji nie przekracza 10-20 cykli eksploatacji urządzeń technologicznych pól naftowych. W związku z tym pojawia się problem modelowania parametrów niezawodnościowych z uwzględnieniem małej objętości 0,9 0,85
– – –
0,75 0,7 0,65 0,6 0,55
– – –
Rys.5. Średnia wartość wykładnika Hursta dla różnych typów awarii próbki dla zdarzeń awaryjnych oraz wymóg najwyższej dokładności prognozy.
W celu rozwiązania problemu porównaliśmy trafność prognoz (na podstawie danych retrospektywnych) dla trzech metod budowy optymalnego modelu – metody najmniejszych kwadratów, metod minimalizacji ryzyka średniego oraz metod teorii zbiorów rozmytych. Jednocześnie stwierdzono, że w warunkach małej liczebności próby najbardziej wiarygodne prognozy daje model zalecany przez metody teorii zbiorów rozmytych.
Prognozowanie wypadku z chwilowymi awariami takimi metodami jest niemożliwe. W tym przypadku konieczne jest znalezienie pewnych „zwiastun” wypadku, które reagowałyby na zbliżanie się awarii przy niemal stałych parametrach pracy odwiertu.
Takim prekursorem może być fraktalna charakterystyka szeregu czasowego debetów. Badania wykazały, że chaotyczne zmiany natężenia przepływu szybów naftowych mają charakter deterministyczny, a fraktalna charakterystyka szeregów czasowych pomiarów natężenia przepływu umożliwia wykrycie rozwijających się wad niedostępnych tradycyjnymi metodami (rys. 5). .
W areszcie W rozdziale drugim omówiono wpływ zjawiska rezonansu na niezawodność działania składowych wysokoczęstotliwościowych obciążenia struny prętowej odsysaczy. W celu oceny stopnia zagrożenia tego typu obciążeniami zmiennymi opracowano model matematyczny zespołu pompującego z odciągiem prętowym (SHPU), który opisuje obciążenia dynamiczne w strunie prętowej oraz główne zależności ich destrukcyjnego oddziaływania na parametry techniczne. określa się charakterystykę sprzętu i właściwości fizyczne wytwarzanego płynu. Wykazano związek między prawdopodobieństwem złamania pręta a amplitudą obciążeń dynamicznych, podano zalecenia dotyczące ich redukcji.
– – –
Rys.10. Spektrogramy sygnału akustycznego, nowość przepływów turbulentnych wzbudzanych przez zawór kulowy a) - zawór szczelny; b) - nieszczelny kran;
gaz. Turbulentny strumień gazu, wypływając z otworu lub opływając ciało znajdujące się w przepływie, generuje drgania akustyczne, których częstotliwość zależy od charakterystycznych wymiarów uszkodzenia i parametrów poruszającego się medium (rys. 10).
Generowane oscylacje mają szerokie spektrum, co jest związane z procesami fizycznymi prowadzącymi do generowania fal akustycznych, a mianowicie z powstawaniem i rozpadem wirów gazowych. Każdy wir elementarny ma określone właściwości fizyczne i energetyczne, ale ponieważ parametry wirów elementarnych są w dużej mierze zmienną losową, spektrum drgań akustycznych w różnych odstępach czasu jest również inne.
Jeśli wprowadzimy pojęcie widma „chwilowego”, czyli widma oscylacji w wystarczająco małym przedziale czasu t = 1/f0, (4) gdzie f0 jest najniższą składową częstotliwości interesującego nas widma, to możemy powiedzieć, że wąskopasmowe „chwilowe” widmo wykonuje ruch stochastyczny w pewnym zakresie częstotliwości, którego średnia częstotliwość fav jest powiązana z liczbą Strouhala
– – –
W związku z tym badanie regularności spektralnych i statystycznych charakterystyk akustycznych umożliwia uzyskanie informacji o wymiarach geometrycznych obiektu promieniującego oraz prędkości (szybkości przepływu) ośrodka gazowego. Znając średnią częstotliwość pasma szumów w widmie akustycznym, z zależności (5) można oszacować charakterystyczną wielkość uszkodzenia D na uszczelce zaworu oraz wielkość przecieku gazu Q. Dla widma pokazanego na ryc. 10 (fср = 1750 Hz) mamy
– – –
co stanowi około 1% gazu pompowanego przez blok GTK-10 i jest współmierne do błędu przepływomierza. Zaletą proponowanej metody diagnostycznej jest możliwość wykonania pomiarów bez zatrzymywania pracy żurawia.
W trzeciej części rozdziału rozważana jest możliwość zbudowania diagnostycznego modelu fenomenologicznego, który umożliwia obliczenie efektywności GTP bez angażowania dodatkowych pomiarów.
Pilnym zadaniem monitorowania stanu technicznego urządzeń są badania mające na celu opracowanie metod obliczania parametrów pracy urządzeń wymagających dodatkowych pomiarów, których nie zapewniają standardowe przyrządy. Należą do nich w szczególności metody obliczania sprawności agregatów pompowych i sprężarkowych. Każdy z węzłów układu mechanicznego można scharakteryzować jakimś parametrem wynikowym, który jest kryterium stanu technicznego tego węzła. Np. dla agregatu sprężarkowego jako całości, jako ocenę stanu technicznego można przyjąć wartość sprawności ogólnej agregatu lub resztkowego okresu eksploatacji.
Oznaczmy i-ty parametr pracy jednostki rejestrowany przez standardowe urządzenia jako xi, wtedy stan techniczny Yj j-tego węzła można określić w funkcji parametrów, tj. Yj = fj(X), gdzie X = (xi).
Każdy z rejestrowanych parametrów xi zmienia się w czasie, a rejestracja odbywa się w regularnych odstępach czasu z interwałem t, tj. tk=nt, gdzie n to numer pomiaru w serii. Dlatego zarejestrowane szeregi czasowe wartości parametrów można przedstawić jako xi= xi(tk). Obliczony wskaźnik stanu technicznego Yj będzie również szeregiem czasowym Yj(tk), co pozwoli na badanie trendu stanu technicznego i przewidywanie usterek w urządzeniach naftowych i gazowych.
Efektywna wydajność GTP zależy od trybu pracy GPU i jest znaną funkcją wielu parametrów pracy: = F(X), gdzie X = (xi) to zbiór mierzonych parametrów (również niestandardowych) do obliczeń. Z biegiem czasu, wraz ze zmianami trybu pracy GPU, zmieniają się również parametry, tj. xi= xi(tj), a sprawność j = F(tj).
Z drugiej strony możliwe jest przedstawienie funkcji zespolonej F jako prostszej (na przykład liniowej) funkcji parametrów xк (mierzonych standardowymi przyrządami) o nieznanych stałych współczynnikach:
N * j = F * (t j) = A0 + Ak xk (t j), (6) k =1
– – –
szeregi czasowe parametrów xk(tj) i współczynnika efektywności (tj) oraz wyznaczenie poziomu wiarygodności korelacji.
Współczynniki Ak oblicza się z warunku minimalizacji funkcjonału F(X)-F*(X) min. (7) Podobnie zadaniem jest wyznaczenie innych wskaźników diagnostycznych – współczynników stanu technicznego dla mocy, sprawności czy paliwa gazowego.
Na rysunku 11 porównano wydajność obliczoną metodą standardową (wymagającą dodatkowych pomiarów) z obliczeniami zaproponowanym modelem. Błąd w obliczonych wartościach K wynosi 2% i jest systematyczny, natomiast krzywe są równoodległe. Można zatem założyć, że równania regresji otrzymane za pomocą zaproponowanych procedur są wystarczająco dokładne, a za ich pomocą można ocenić współczynniki stanu technicznego agregatu sprężarkowego.
Zaletami proponowanej metody jest stosowanie tylko regularnych pomiarów, efektywność obliczeń oraz możliwość włączenia opracowanego algorytmu w funkcje IMS tłoczni do wyświetlania aktualnego stanu technicznego każdego z agregatów.
Rozdział czwarty poświęcony jest zagadnieniom racjonalnego utrzymania obiektów wydobywczych i transportowych węglowodorów.
W pierwszej części rozdziału rozważane są możliwe schematy organizacji konserwacji obiektów wydobycia i transportu ropy naftowej i gazu, które pozwalają zminimalizować koszty produkcji i ograniczyć uszkodzenia spowodowane przestojami sprzętu.
Z analizy wynika, że ponad połowa wad sprzętu rozwija się w czasie. Typowe czasy całkowitego rozwoju defektu, na przykład w produkcji ropy naftowej, to przedział czasowy do 90 dni.
Wykonywanie prac naprawczych natychmiast po wykryciu rozwijającej się wady jest niepraktyczne, ponieważ sprzęt nie wyczerpał jeszcze w pełni swoich zasobów, a zastąpienie go nowym wymaga znacznych kosztów. Z drugiej strony eksploatacja sprzętu z rozwijającą się usterką prowadzi do spadku zysków z powodu zmniejszenia wydobycia ropy. Ponadto nieopłacalny jest również przestój studni podczas prac konserwatorskich. Niezbędne jest zatem rozwiązanie problemu optymalizacji wielokryterialnej – określenie momentu rozpoczęcia prac remontowych, w którym szkody dla przedsiębiorstwa wynikające ze zmniejszenia wydobycia ropy będą minimalne. Rozważmy rozwiązanie zadania optymalizacji harmonogramu prac remontowych przy założeniu, że funkcja opisująca spadek wydajności Q(t) odwiertu została już wyznaczona i sparametryzowana.
Przyjmijmy za początek odliczania czasu t=0 moment początku spadku obciążenia.
Zysk przedsiębiorstwa otrzymany podczas eksploatacji odwiertu w tym okresie jest określony przez dochód ze sprzedaży produktu
– – –
B C. (11) slave + slave + slave + C rem + c el P slave = 0 cQ0
Obliczenia, biorąc pod uwagę czas pomiędzy awariami urządzeń pompujących, wykazały, że przy realizacji tych zaleceń zysk jednostkowy przedsiębiorstwa produkującego ropę wzrasta o 5-7%.
Podobny problem pojawia się przy planowaniu prac remontowych urządzeń do przesyłu gazu. W artykule zaproponowano model symulacyjny pozwalający na podstawie danych statystycznych o awariach elementów urządzeń przesyłowych gazu obliczyć optymalny okres remontowy dla pracy agregatów sprężarkowych gazu. Opracowany model może służyć do planowania terminów kalendarzowych planowanych przeglądów prewencyjnych i remontów agregatów sprężarkowych dowolnego typu.
Model przyjęty do obliczeń ma następującą strukturę.
Załóżmy, że GPU składa się z N elementów, dla których można wyznaczyć całkową funkcję rozkładu czasu między awariami Fi(t), 1iN. Uznaje się, że awaryjna awaria urządzenia wystąpiła, gdy awaria co najmniej jednego elementu. Po awaryjnej awarii przeprowadzana jest naprawa, która w całości lub częściowo przywraca zasoby uszkodzonego elementu GPU. Istnieje również możliwość przeprowadzania planowych napraw prewencyjnych jednego lub kilku elementów, a także remontów, w których zasoby GPU są w pełni odtworzone.
Do przeprowadzenia obliczeń niezbędna jest znajomość rodzaju i parametrów rozkładów praw Fi(t), które można uzyskać z analizy danych statystycznych dotyczących awaryjnych awarii GCU. Wiadomo, że początkowa faza eksploatacji, liczona od uruchomienia GPA po kapitalnym remoncie, jest najbardziej niebezpieczna pod względem niespodziewanych awarii, co jest typowe dla większości urządzeń technicznych. Awarie na początkowym etapie eksploatacji związane są z rozwojem wad ukrytych po naprawach złej jakości, ich intensywność z czasem maleje dość szybko (okres docierania). Po zakończeniu okresu docierania do uszkodzeń dochodzi głównie w wyniku fizycznego zużycia elementów GCU, a funkcja rozkładu uszkodzeń w tym przypadku odpowiada prawu normalnemu.
Aby określić 0,08
– – –
gdzie N to moc napędu, kW;
Q – wydajność nominalna, m3/dobę.
Wykres zależności Z=Z(Q), obliczony według powyższego wzoru na podstawie charakterystyk pomp i zbudowanych dla wysokości podnoszenia cieczy w zakresie 600-1000 m, pokazano na rys.16. Z wykresu wynika, że sprawność zespołu pompowo-energetycznego zależy od jego wydajności i waha się od ~0,35 przy Q = 30-50 m3/dobę do ~0,70 przy Q 100 m3/dobę.
Na podstawie danych o strukturze pompowni i przepływów studni wyliczamy koszty jednostkowe dla całego pola (dla rzeczywistej struktury parku
ESP):
– – –
prowadzenie parku ESP.
Oszacowanie kosztów rzeczywistych Rys.16. Kalkulację kosztów jednostkowych na podstawie danych paszportowych przeprowadzono zgodnie ze zmianami ESP.
ren całkowitego natężenia przepływu studni wyposażonych w ESP oraz całkowitej mocy pobieranej przez urządzenia pompujące. Zrealizowany ZSZ "Skat-95" oddany do eksploatacji na badanym polu umożliwia przeprowadzenie takich ocen. Tak więc w momencie pomiarów łączny dobowy przepływ szybów naftowych w przeliczeniu na ciecz wynosił 35031 m3/dobę, podczas gdy rzeczywista łączna moc silników napędowych wynosiła 9622 kW. Obliczenie z zależności (26) w tym przypadku daje Z=6,6 kWh/m3. Tak więc rzeczywiste jednostkowe zużycie energii jest prawie dwukrotnie wyższe od dolnej granicy dla tego pola.
Analiza przeprowadzona w celu ustalenia przyczyn rozbieżności pomiędzy rzeczywistym i teoretycznie możliwym jednostkowym zużyciem energii dla warunków tego pola ujawniła następujące główne przyczyny:
Znaczne straty ciepła w kablu zasilającym ze względu na mały przekrój żył przewodzących;
Niezgodność wartości napięcia zasilającego na stacji transformatorowej z wartością nominalną lub asymetrią faz;
Straty w transformatorach;
Niezadowalający stan techniczny pompy, silnika lub przewodów.
Jedną z metod ograniczania nieracjonalnych strat energii elektrycznej jest zapewnienie racjonalnego obciążenia podstacji transformatorowych. Problem ten został rozwiązany w pracy doktorskiej poprzez opracowanie algorytmu obliczania obciążeń, który umożliwia optymalizację rozkładu obciążenia podstacji transformatorowych w polach naftowych i gazowych z uwzględnieniem ewentualnych zmian rzeczywistej mocy odbiorców energii.
Nieracjonalne obciążenie urządzeń technologicznych prowadzi do zmniejszenia zasobu jego eksploatacji i jednocześnie zwiększa jednostkowe energochłonność wydobycia surowców węglowodorowych. Odnosi się to w pełni do klastrowych podstacji transformatorowych (CTS), które w większości przypadków były instalowane na początkowych etapach rozwoju pola naftowego i gazowego.
PTS, który wcześniej pracował w trybie nominalnym, ze względu na spadek wydobycia ropy naftowej, w większości przypadków okazał się niedociążony lub przeciążony. Analiza statystyczna baz danych ZSZ „Skat-95” wykazała, że obecnie generalną zasadą jest niedociążenie PTS o 40-60%. Co więcej, rozkład obciążenia między PTS (jeśli na jednym otworze jest więcej niż jeden PTS) w rzeczywistym przypadku może być całkowicie losowy.
Należy również zauważyć, że obciążenie CHP nie pozostaje stałe w czasie. Na przykład awaria jednej z pomp prowadzi do zmniejszenia obciążenia. Biorąc pod uwagę czas oczekiwania na naprawę (10-30 dni) oraz samą naprawę (3-5 dni), wynikający z tego nieracjonalny rozkład obciążeń prowadzi do znacznego marnotrawstwa energii elektrycznej.
W celu poprawy niezawodności pracy klastrowych podstacji transformatorowych oraz ograniczenia nieracjonalnych strat energii elektrycznej, konieczne jest rozwiązanie problemu rozkładu obciążenia pomiędzy PTS, z uwzględnieniem rzeczywistych osiągów urządzeń pompujących oraz chwilowego charakteru zmiany przyłączonych obciążeń wywołanych poprzez awaryjne wyłączenie pomp.
Formalizujemy stwierdzenie problemu w następujący sposób. Istnieje n PTS obsługujących m studni. Wszystkie WOM pracują z niedociążeniem (w lewej gałęzi krzywej sprawności). Konieczna jest redystrybucja obciążenia odbiorców pomiędzy PTS w taki sposób, aby łączne straty energii elektrycznej były jak najmniejsze.
Analiza porównawcza charakterystyk sprawności transformatorów wykazała, że lewą gałąź krzywej sprawności najrzetelniej opisuje się w klasie funkcji elementarnych funkcją postaci = a (1 exp(N)), (28) gdzie jest sprawność transformatora;
a, są współczynnikami empirycznymi;
N - pobór mocy.
Rozważ funkcję Y charakteryzującą pracę grupy QFT:
n n = i = ai (1exp(i N i)). (29) i =1 i =1 W sensie fizycznym maksymalizacja funkcjonału odpowiada minimum strat ciepła w obwodzie magnetycznym i uzwojeniach grupy transformatorów.
Oczywiście lewa strona równania (29) osiągnie swoją wartość maksymalną, gdy wartość n
– – –
Zależność (31) umożliwia obliczenie optymalnego obciążenia każdego transformatora w grupie, jeśli znany jest całkowity pobór mocy sprzętu klastra.
Porównanie wartości liczbowej całkowitej sprawności grupy transformatorów, uzyskanej w wyniku optymalizacji rozkładu odbiorów, z przypadkiem istniejącego rozkładu odbiorów, wykazało, że straty energii elektrycznej przy PTS obsługujących klaster odwiertów są zmniejszona o co najmniej 2%. Biorąc pod uwagę fakt, że liczba transformatorów w OGPD może sięgać kilku tysięcy, oszczędności energii będą bardzo duże. Zaproponowany algorytm umożliwia zwiększenie żywotności podstacji transformatorowych i urządzeń elektroenergetycznych poprzez zbliżenie ich obciążenia do obciążenia nominalnego.
Podsumowując, rozdział omawia kwestie racjonalnego zaopatrzenia w energię przedsiębiorstw naftowych i gazowych.
W celu poprawy bezpieczeństwa energetycznego funkcjonowania przedsiębiorstw produkujących ropę i gaz, zwiększenia niezawodności dostaw energii oraz zmniejszenia strat przesyłu i konwersji, a także obniżenia kosztów energii elektrycznej i cieplnej, coraz częściej stosuje się autonomiczne źródła energii w Przemysłu naftowo-gazowego. Rodzi to problem doboru rodzaju, mocy i lokalizacji autonomicznych bloków energetycznych, biorąc pod uwagę ich niezawodność, żywotność, koszt oraz minimalne straty energii podczas przesyłu do odbiorców.
W pracy dokonano analizy charakterystyk pracy minielektrowni przemysłowych produkcji krajowej i zagranicznej. Wykazano, że według kryteriów „trwałość – koszt energii elektrycznej – niezawodność” priorytetem dla przedsiębiorstw produkujących ropę i gaz są minielektrownie sekcyjne gazowo-tłokowe o mocy 1…5 MW, pracujące na gaz.
Obecnie rozwinął się dość rozległy rynek autonomicznych źródeł energii, a zadanie odbudowy sprowadza się do wyboru optymalnego typu i mocy elektrowni oraz ich lokalizacji terytorialnej, zarówno pod względem niezawodnego zasilania pól, jak i pod względem zmniejszenia jednostkowego zużycia energii do produkcji ropy i gazu.
Problem wyboru optymalnego systemu zasilania złóż ropy i gazu powinien być rozwiązywany z uwzględnieniem położenia terytorialnego i możliwości zarówno odbiorców, jak i źródeł energii elektrycznej. Dlatego sformułowanie problemu optymalizacyjnego należy przeprowadzić indywidualnie dla każdego pola.
Wstępną informacją do obliczeń jest wielkoskalowa mapa pola, na której naniesione są wszystkie energochłonne obiekty (zespoły studni, pompy wtryskowe itp.) z zaznaczeniem ich mocy zainstalowanej.
Z analizy wynika, że zużycie energii elektrycznej w terenie ma wyraźnie nierównomierny charakter. Powierzchnia zużycia energii posiada szereg ekstremów lokalnych, których położenie odpowiada obszarom maksymalnego i minimalnego zużycia energii.
Problem rozmieszczenia obiektów w tym przypadku jest sformalizowany w następujący sposób.
Na terenie pola należy rozmieścić n autonomicznych źródeł energii elektrycznej o znanej łącznej mocy N0 kW w taki sposób, aby obciążenie odbiorników energii elektrycznej odpowiadało ich wartościom nominalnym, a łączne straty ciepła w liniach elektroenergetycznych są minimalne.
Niech m istniejących obiektów (studnie, przepompownie i inne odbiorniki) będą zlokalizowane w różnych punktach P1,…,Pm płaszczyzny, a nowe obiekty (autonomiczne źródła energii) w punktach X1…Xn. Odległość pomiędzy punktami położenia j-tego nowego i i-tego istniejącego obiektu będzie oznaczona jako d(Xj,Pi). Oznaczmy roczne jednostkowe straty energii w kablu pomiędzy j-tym nowym a i-tym istniejącym obiektem jako wij=F1(Ni). Wtedy całkowite roczne straty energii definiuje się jako m f (X) = wij d (X j, Pi), (32) i =1
– – –
gdzie E i = (x a i) + (y b i) +.
(h) (h) 2 (h) 2 Obliczenie optymalnej lokalizacji autonomicznych bloków energetycznych, przeprowadzone według tych iteracyjnych wzorów, pozwala na wyznaczenie lokalizacji dowolnej liczby źródeł (rys. 17).
Zaproponowany algorytm pozwala nie tylko poprawić niezawodność zasilania pól naftowych i gazowych, ale także zredukować 2...5 razy straty energii elektrycznej w liniach elektroenergetycznych.
WNIOSKI OGÓLNE
1. Opracowano model matematyczny do predykcji czasu pomiędzy awariami urządzeń technologicznych, uwzględniający zarówno warunki eksploatacji, jak i wskaźniki konstrukcyjne i jakościowe. Ustalono ilościowe kryteria wpływu warunków pracy tego sprzętu na jego żywotność. Wykazano, że niezawodność opracowanych modeli jest co najmniej dwukrotnie wyższa niż dokładność predykcji modeli wykorzystujących stacjonarny przepływ awarii.
2. Opracowano technikę rozpoznawania stref anomalii w rozwoju pól naftowych i gazowych, które są podatne na zwiększoną awaryjność sprzętu. Ustalono, że różnego rodzaju awarie sprzętu mają charakter deterministyczny w miejscu wypadku. Ustalono istotne statystycznie zależności między rodzajami uszkodzeń a technologiczną charakterystyką funkcjonowania klastrów wiertniczych.
3. Zaproponowano metody diagnozowania stanu technicznego maszyn turbin gazowych w oparciu o zapisy teorii chaosu dynamicznego. W oparciu o badania natury procesów stochastycznych w złożonych układach mechanicznych opracowano technikę analizy danych spektralnych diagnostyki drganiowej, która umożliwia uwzględnienie destrukcyjnego wpływu procesów stochastycznych w złożonych układach technicznych i umożliwia rozpoznanie rozwijanie wad sprzętu do transportu ropy i gazu, które nie są dostępne tradycyjnymi metodami.
4. Opracowano zestaw metod predykcji czasowych awarii w eksploatacji urządzeń naftowych i gazowych z rozwijającymi się usterkami różnego typu. Aprobata metodyki wykazała, że jej zastosowanie pozwala na zwiększenie dokładności prognozy o co najmniej 10…30% w porównaniu z tradycyjnymi metodami prognozowania.
5. Zaproponowano metody optymalnego harmonogramowania terminów remontów urządzeń do wydobycia ropy i gazu, które pozwalają na minimalizację strat przedsiębiorstwa. Proponowane metody opierają się na retrospektywnej analizie bazy danych IMS dotyczącej dynamiki spadku przepływów w otworach oraz rozwiązaniach numerycznych uzyskanych na podstawie modelu symulacyjnego awarii urządzeń tłocznych gazu. Ustalono, że takie długoterminowe planowanie może zmniejszyć liczbę wypadków, skrócić przestoje sprzętu i zwiększyć zysk przedsiębiorstwa o 5…7%.
6. Zaproponowano sposób poprawy niezawodności i sprawności pracy urządzeń elektroenergetycznych w warunkach, gdy przyłączone obciążenie zmienia się w wyniku awarii instalacji energochłonnych. Stwierdzono, że zastosowanie proponowanej metodyki pozwala na ograniczenie strat mocy w klasterowych podstacjach transformatorowych o co najmniej 2%.
7. Opracowano strategię doboru rodzajów i lokalizacji autonomicznych źródeł energii w oparciu o zastosowanie autonomicznych turbin gazowych i tłokowych modułów mocy, co pozwala na zwiększenie niezawodności zasilania pól naftowych i gazowych oraz zmniejszenie koszt zużytego ciepła i energii elektrycznej. Wykazano, że do tych celów najbardziej efektywne jest wykorzystanie bloków gazowo-tłokowych o mocy bloku 1-2 MW, pracujących na gazie towarzyszącym. Proponuje się algorytmy umieszczania takich elektrowni na terenie pól naftowych, które umożliwiają 2-5-krotne zmniejszenie strat w liniach energetycznych.
1. Bajkow I.R., Smorodow E.A. Zasady tworzenia i korzystania z bazy danych o trybach krytycznych GPA KS.// Odczyty Novoselova: Proceedings of Reports.
Vseros. sci.-tech. Konf.-Ufa, 1998, s.8.
2. Baikov I.R., Smorodov E.A., Smorodova O.V. Zastosowanie kryteriów rang do diagnostyki drgań GPA.// Odczyty Novoselova: Streszczenia raportów. Vseros.
sci.-tech. Konf.-Ufa, 1998, C.9.
3. Baikov I.R., Smorodov E.A., Smorodova O.V. Diagnostyka stanu technicznego urządzeń pompujących gaz metodami teorii rozpoznawania wzorców.// Odczyty Novoselova: Postępowanie. Vseros. sci.-tech.
Konf.-Ufa, 1998, C.7.
4. Baikov I.R., Smorodov E.A., Smorodova O.V. Wybór optymalnej częstotliwości badań wibracyjnych pompowni gazu stacji sprężarkowych.// Odczyty Novoselova: Streszczenia raportów. Vseros. sci.-tech. Konf.-Ufa, 1998, C.6.
5. Smorodov E.A., Smorodova O.V. Wyznaczanie nieszczelności w urządzeniach odcinających głównych gazociągów / Oszczędność energii: Streszczenia raportów. Vseros. sci.-tech. Konf.-Ufa, USATU, 1998, s.18.
6. Baikov I.R., Smorodov E.A., Smorodova O.V. Generowanie ultraniskich częstotliwości podczas pracy pompowni gazu i ich wpływ na widma drgań // Izv. uniwersytety. Ropa naftowa i gaz - 1999. - nr 4. - str. 62-67.
7. Smorodov E.A., Smorodova O.V., Musin D.Sh. Opracowanie strategii kontraktowej dla przedsiębiorstw pompujących ropę z systemami energetycznymi // Regionalne problemy oszczędzania energii i sposoby ich rozwiązywania: Postępowanie. raport
8. Baikov I.R., Smorodov E.A., Akhmadullin K.R. Optymalizacja częstotliwości czyszczenia rurociągów naftowych // Transport i przechowywanie produktów naftowych. – 1999.-№8.- P.8.
9. Baikov I.R., Smorodov E.A., Smorodova O.V. Optymalizacja rozmieszczenia obiektów energetycznych według kryterium minimalnych strat energii. //Izv.
uniwersytety. Problemy energetyczne.- 1999.- Nr 3-4.- P.27.
10. Smorodov E.A., Kitaev S.V. Badanie dynamiki zależności pomiędzy parametrami pracy agregatów sprężarkowych gazu. // Metody cybernetyki procesów chemiczno-technologicznych: Postępowanie. raport 5-ty stażysta. naukowy por.
-Ufa: UGNTU, 1999.- T.2.-Kn. 2.-S.167.
11. Smorodov E.A., Smorodova O.V., Shakhov M.Yu. Drgania o niskiej częstotliwości zespołów łożyskowych pompowni gazu. // Metody cybernetyki procesów chemiczno-technologicznych: Postępowanie. raport 5-ty stażysta. naukowy
por. -Ufa: UGNTU, 1999.- T.2.-Kn. 2.-S.161.
12. Baikov I.R., Smorodov E.A., Smorodova O.V. Modelowanie symulacyjne awarii sprężarek gazowych. // Metody cybernetyki chemicznych procesów technologicznych: Postępowanie. raport 5-ty stażysta. naukowy por. –Ufa:
UGNTU, 1999.- T.2.-Kn. 2.-s.139.
13. Baikov I.R., Smorodov E.A., Smorodova O.V. Kryteria rankingowe w diagnostyce drgań GPA // Postępowanie z odczytów Novoselova: sob. naukowy tr. Vseros.
sci.-tech. Konf.- Ufa: UGNTU, 1999.- P.130.
14. Baikov I.R., Smorodov E.A., Smorodova O.V. Dobór częstotliwości badań wibracyjnych urządzeń technologicznych systemu przesyłowego gazu. // Materiały odczytów nowosiołowskich: sob. naukowy tr. Vseros.
sci.-tech. Konf.- Ufa: UGNTU, 1999.- P.134.
15. Baikov I.R., Smorodov E.A., Smorodova O.V. Podejmowanie decyzji o naprawie urządzeń tłoczni z wykorzystaniem metod teorii gier. // Materiały odczytów nowosiołowskich: sob. naukowy tr. Vseros. sci.-tech. Konf. Ufa: UGNTU, 1999.- P.138.
16. Smorodov E.A., Smorodova O.V. Wybrane zależności empiryczne dotyczące awarii pompowni gazu tłoczni. // Materiały odczytów nowosiołowskich: sob. naukowy tr. Vseros. sci.-tech. konf. - Ufa:
UGNTU, 1999.- P.142.
17. Bajkow I.R., Smorodow E.A. Diagnoza stanu technicznego mechanizmów na podstawie analizy statystycznej sygnałów drganiowych // Izv. uniwersytety. Problemy energetyczne. -1999.-№11-12.- P.24-29.
18. Baikov I.R., Smorodov E.A., Smorodova O.V. Zastosowanie metod teorii samoorganizacji w diagnostyce stanu technicznego mechanizmów. //Izv.
uniwersytety. Problemy energetyczne - 2000. - nr 1-2. - s. 96-100.
19. Baikov I.R., Smorodov E.A., Smorodova O.V. Modelowanie awarii pompowni gazu metodą Monte Carlo //Gazownictwo.S.20-22.
20. Kurochkin A.K., Smorodov E.A., Zakiev A.A. Wyznaczanie niektórych empirycznych zależności parametrów energetycznych obrotowych promienników hydroakustycznych. // Oszczędność energii w technologii chemicznej - 2000:
Materiały Vseros. naukowo-praktyczne. por. - Kazań: KSTU, 2000, s. 119-120.
21. Kuroczkin A.K. Smorodov E.A., Dystrybucja mocy w szybkoobrotowych obrotowych emiterach hydroakustycznych // Oszczędność energii w technologii chemicznej - 2000: Materiały całej Rosji. naukowo-praktyczne.
por. - Kazań: KSTU, 2000, S.69-73.
22. Kuroczkin A.K., Smorodov E.A., Alekseev S.Z. Badanie charakterystyk ciśnieniowo-przepływowych szybkoobrotowych emiterów hydroakustycznych. // Oszczędność energii w technologii chemicznej - 2000: Materiały całej Rosji. naukowo-praktyczne. por. - Kazań: KSTU, 2000, s. 121-122.
23. Kuroczkin A.K., Smorodov E.A., Zakiev A.A. Badanie składu spektralnego oscylacji akustycznych wysokoobrotowych emiterów hydroakustycznych. // Oszczędność energii w technologii chemicznej - 2000: Materiały naukowo-praktyczne. por. - Kazań: KSTU, 2000, s. 117-118.
24. Kuroczkin A.K., Smorodov E.A. Badania eksperymentalne zależności hałasu kawitacyjnego szybkoobrotowego radiatora hydroakustycznego od prędkości wirnika i ciśnienia statycznego. // Oszczędność energii w technologii chemicznej - 2000: Materiały całej Rosji. naukowo-praktyczne. por.
- Kazań: KSTU, 2000, s. 123-124.
25. Smorodov E., Deev V. Zastosowanie statystyk seryjnych do diagnostyki sprzętu naftowego i gazowego // Dziennik instytutu naftowego fushun.- nr 4.-2000.- P.52-57.
26. Baikov I.R., Smorodov E.A., Smorodova O.V. Zastosowanie kryteriów rangi do diagnostyki wibracyjnej pompowni gazu //Gazownictwo. Wydanie specjalne.-2000.- P.42-44.
27. Smorodov E.A., Kitaev S.V. Metody obliczania współczynników stanu technicznego GPU // Gazownictwo.-2000.-№5.-P.29-31.
28. Baikov I.R., Smorodov EA, Kitaev S.V. Badanie wpływu środków czyszczących na części przepływowe sprężarek osiowych na niezawodność instalacji turbin gazowych // Izv. uniwersytety. Problemy energetyczne - 2000. - nr 5-6.С.77-82.
29. I. R. Baikov, E. A. Smorodov, O. V. Smorodova i in., „Aktualizacja prognoz awaryjnych awarii sprzętu technologicznego przy użyciu metod teorii zbiorów rozmytych”, Izv. uniwersytety. Problemy energetyczne.- nr 7-8.- 2000.- s.17-22.
30. Smorodov E.A., Deev V.G. Strategia relacji między dostawcami a odbiorcami energii elektrycznej // Izv. uniwersytety. Problemy energetyczne S.36-43.
31. Baikov I.R., Smorodov EA, Deev V.G. Matematyczne modelowanie awarii urządzeń pompowych i energetycznych pól naftowych // Biuletyn Górniczy - 2000. - nr 3. - P. 51-54.
32. Smorodov E.A., DeevV.G. Ocena jakości zasobów szybów naftowych // Problemy przemysłu naftowego i gazowniczego: Materiały o charakterze międzyregionalnym. metoda naukowa.
Konf.-Ufa.- 2000.- C.93-95.
33. Smorodov E.A., Deev V.G. Kontrola bilansowania zespołu pompowego w oparciu o przetwarzanie dynamometrów synchronicznych i tokogramów // Problemy przemysłu naftowego i gazowniczego: Materiały wieloregionalnej konferencji naukowo-metodologicznej. –Ufa, 2000.- C.95-97.
34. Smorodov E.A., Deev V.G., Ismakov R.A. Metody ekspresowej oceny jakości funduszu szybów naftowych. //Izv. uniwersytety. Olej i gaz. -2001.- Nr 1.S.40-44.
35. Baikov I.R., Smorodov EA, Shakirov B.M. Zasady przebudowy systemu zasilania osad // Izv. uniwersytety. Problemy energetyczne - 2001. - nr 9-10. - str. 77-81.
36. Smorodov E.A., Ismakov R.A., Deev V.G. Optymalizacja harmonogramu działań naprawczych urządzeń podziemnych // Przemysł naftowy 2001.-№2.- P.60-63.
37. Baikov I.R., Golyanov A.I., Smorodov E.A. Dopracowanie metodyki określania stanu technicznego części przepływowej pompowni gazu // Izv. uniwersytety. Problemy energetyczne - 2001. - nr 3-4. - s. 3-6.
38. Smorodov E.A., Deev V.G. Kontrola operacyjna równowagi zespołu pompującego SHGN na podstawie dynamometru // Neftyanoe khozyaystvo.S.57-58.
39. Baikov I.R., Smorodov E.A., Kostareva S.N. Ocena stanu technicznego GCU z wykorzystaniem wibracji //Gazownictwo.- 2001.- nr 4.- P.39-41.
40. Bajkow I.R., Smorodow EA, Sołowjow W.J. Optymalizacja obciążeń klastrowych stacji transformatorowych przedsiębiorstwa naftowego Izv. uniwersytety. Problemy energetyczne. - 2002r.- nr 11-12. S.32-36.
41. Baikov I.R., Smorodov EA, Shakirov B.M. Ocena efektywności wykorzystania mini elektrowni // Izv. uniwersytety. Problemy energetyczne.- 2002.S.115-120.
42. Baikov I.R., Smorodov EA, Deev V.G. Analiza szeregów czasowych jako metoda prognozowania i diagnostyki w produkcji ropy naftowej // Przemysł naftowy С.71-74.
43. Bajkow I.R., Smorodow EA, Sołowjow W.J. Obciążenia dynamiczne w żerdziach pomp głębinowych i ich wpływ na bezpieczeństwo eksploatacji//Izv.
SPIS TREŚCI 1. PROGRAM „SERWIS SERWISOWY…” GALIMULLIN MINIVARIS LUTFULLINOVICH OPRACOWANIE TECHNICZNYCH ŚRODKÓW ZWIĘKSZAJĄCYCH WYDAJNOŚĆ POMP GRUNTOWYCH . adm. ŻOŁNIERZ AMERYKAŃSKI. Nevelsky” V. V. Tarasov, S. B. Malyshko, S. A. Gorchakova
„Instalacja ultradźwiękowego czyszczenia wstępnego sterylizacji narzędzi małogabarytowych UZUMI-05 (Świadectwo rejestracji nr FSR 2007/01155 z dnia 20.11.2007) Instrukcja obsługi 9451-006-26857421-2007 RE Saratov SPIS TREŚCI Strona 1. Wstęp .. 3 2. Cel .. 3 3. Podstawowe informacje techniczne ... "
« budżetowa instytucja edukacyjna szkolnictwa wyższego „Petersburg State Forest Engineering University im. S. M. Kirova” Wydział drogowy, przemysłowy ...»
«Sekcja 1 PALEONTOLOGIA, STRATYGRAFIA I GEOLOGIA REGIONALNA METODY BADAŃ GEOLOGICZNYCH, PROGNOZOWANIA I POSZUKIWANIA ZŁOŻÓW А.А. Potseluev1, profesor nadzwyczajny, Yu.S. Ananiev1, profesor nadzwyczajny, V.G...»
jako rękopis
WIĘKSZA NIEZAWODNOŚĆ I WYDAJNOŚĆ
LAMPY PODRÓŻNE UŻYWANE W
WZMACNIACZE WYJŚCIOWE SATELIT KOMUNIKACYJNYCH
sekretarz naukowy
rada rozprawy
OGÓLNY OPIS PRACY
Znaczenie opracowywanego problemu.
Szerokopasmowe rury fali bieżącej (TWT) typu O ze spiralnymi układami fal wolnych (SWS) są szeroko stosowane w wyposażeniu pokładowym statków kosmicznych do różnych celów. Niezawodność, parametry elektryczne oraz parametry masy i rozmiaru tych TWT w dużej mierze decydują o jakości nadajników radiowych w powietrzu.
8., Certyfikat Szalajewa nr 000 za wynalazek „Lampa z falami podróżnymi”. Zarejestrowany w Państwowym Rejestrze Wynalazków ZSRR 15 sierpnia 1989 r. Zgłoszenie nr 000. Pierwszeństwo wynalazku z dnia 01.01.01.
9., Certyfikat Szalajewa nr 000 za wynalazek „Lampa z falami podróżnymi”. Zarejestrowany w Państwowym Rejestrze Wynalazków ZSRR 3 stycznia 1992 r. Zgłoszenie nr 000. Pierwszeństwo wynalazku z 4 sierpnia 1989 r.
Publikacje w innych publikacjach
10. Shalaev P. D. Wyniki badań eksperymentalnych spiralnej TWT o wysokiej sprawności elektronicznej w dwuczęstotliwościowym trybie pracy / , // IX Międzynarodowa Konferencja Naukowo-Techniczna Rzeczywiste Problemy Oprzyrządowania Elektronicznego. APEP-2010 Saratów.
11. Shalaev P. D. Wyniki badań charakterystyk amplitudowych spiralnej TWT z elektroniką o wysokiej wydajności / , // Materiały z konferencji naukowo-technicznej „Technologia elektroniczna i próżniowa: Przyrządy i urządzenia. Technologia. Materiały”. Saratów. JSC "NPP" Kontakt ". Wydawnictwo Uniwersytetu w Saratowie. 24 - 25 września 2009. Wydanie 3. C
12. Shalaev P. D. Technologia i zapewnienie jakości TWT dla wyposażenia pokładowego platform kosmicznych. / , // Materiały Konferencji Naukowo-Technicznej „Przyrządy elektroniczne i urządzenia mikrofalowe”. .Saratow. Federalne Przedsiębiorstwo Unitarne "NPP Almaz". Wydawnictwo Uniwersytetu Saratowskiego. 28 - 30 sierpnia 2007 r. P.
13. Shalaev P. D. W sprawie analizy kierunków zwiększenia wydajności TWT / Shalaev P. D. Materiały z międzynarodowej konferencji naukowo-technicznej „Aktualne problemy oprzyrządowania elektronicznego. APEP-2006”. Saratów. Wyd. JST. 20 - 21 września 2006. S. 120 - 127.
14. O jednej z możliwości oceny ograniczeń konstrukcyjnych wydajności elektronicznej spiralnych TWT / Shalaev PD // Materiały z międzynarodowej konferencji naukowo-technicznej "Radio Engineering and Communication". Saratów. Wyd. JST. 18 – 20 maja 2005 . s. 372 - 377.
15. Shalaev P. D. W sprawie korelacji fluktuacji obliczonych parametrów wielostopniowych systemów kolektorów z błędami modelu numerycznego / , // Materiały z międzynarodowej konferencji naukowo-technicznej „Aktualne problemy oprzyrządowania elektronicznego. APEP-2000”. Saratów. Wydawnictwo SSTU. 2000. S. 159 - 164.
16. Shalaev P. D. Wyniki opracowania próbki TWT średniej mocy w zakresie trzech centymetrów z wydajnością do 69%. /// Materiały z konferencji naukowo-technicznej „Perspektywy rozwoju elektroniki i techniki próżniowej na lata 2001 – 2006”. Saratów. GNPP „Kontakt”. Wyd. Uniwersytet Saratowski. 22 - 23 lutego 2001. Od 6
17. Shalaev P. D. Niewielkich rozmiarów mikrofalowy wzmacniacz mocy w paśmie X o wysokiej sprawności i zwiększonej liniowości charakterystyk / , // Materiały z konferencji naukowo-technicznej „Urządzenia elektroniczne i urządzenia nowej generacji”. Saratów. Wyd. Uniwersytet Saratowski. 14 - 15 lutego 2002. Ś.
18. Shalaev P. D. Badanie charakterystyk amplitudowo-fazowych spiralnych TWT średniej mocy o wysokiej sprawności elektronicznej / , // Materiały konferencji naukowo-technicznej „Obiecujące kierunki rozwoju oprzyrządowania elektronicznego”. Saratów. Federalne Przedsiębiorstwo Unitarne „NPP „Kontakt”. Wydawnictwo Uniwersytetu w Saratowie. 18 - 19 lutego 2003 r. Od
19. Shalaev P. D. High Perveance Electron Optic System z niskonapięciowym sterowaniem bez siatki / Babanov G. N., Morev S. P., Shalaev P. D. // Postępowanie z czwartej międzynarodowej konferencji próżniowych źródeł elektronów. Saratów, Rosja, 15-19 lipca 2002 r. Saratów: Wydawnictwo Państwowego Centrum Naukowo-Edukacyjnego „Kolegium”, 2002 r. P.315-316.
20. Shalaev P. D. Nowe technologie w TWT dla pokładowych i naziemnych systemów łączności satelitarnej / , // Materiały z konferencji naukowo-praktycznej RASU „Nowe technologie w elektronice radiowej i systemach sterowania”. Saratów. Federalne Przedsiębiorstwo Unitarne "NPP Almaz". Wydawnictwo Uniwersytetu Saratowskiego. 22 - 25 września 2003. S. 274 - 286.
_____________________________
1 Katz w lampach z falą podróżną. Część 1. Lampa z falą biegnącą typu O / , // Ed. SSU. 1964, s. 143.