शरीर के तत्वों को चित्रित करने के लिए एक उपकरण के विकास के साथ यात्री कारों की मरम्मत में सुधार। उपकरणों के रखरखाव और मरम्मत की प्रक्रिया में सुधार (टोरो)
यह भी पढ़ें
1. यांत्रिक मरम्मत की दुकानों में उत्पादन की योजना और विश्लेषण के मुख्य पहलू
1.1 यांत्रिक मरम्मत की दुकानों की सामान्य विशेषताएं और उनके द्वारा किए गए कार्य की सामग्री
एक कार्यशाला एक उद्यम की एक संगठनात्मक और तकनीकी रूप से अलग इकाई है जो उत्पादन प्रक्रिया का एक निश्चित हिस्सा करती है, या किसी भी प्रकार के संयंत्र उत्पाद का निर्माण करती है। दुकानों द्वारा की जाने वाली उत्पादन प्रक्रियाओं के उद्देश्य के अनुसार, मुख्य, सहायक और सेवा फार्म हैं।
मुख्य में वे कार्यशालाएँ शामिल हैं जिनमें मुख्य उत्पादन प्रक्रियाएँ की जाती हैं, अर्थात्। उत्पादों और उत्पादन सेवाओं के निर्माण से जुड़े जो संयंत्र के कार्यक्रम को बनाते हैं। सहायक लोगों में वाद्य यंत्र, मॉडल, मरम्मत-यांत्रिक, आदि शामिल हैं; खेतों, गोदामों, परिवहन आदि की सेवा के लिए।
इस प्रकार, यांत्रिक मरम्मत की दुकान एक सहायक दुकान है, जिसका मुख्य कार्य सभी उपकरणों को कार्य क्रम में बनाए रखना, इसकी समय पर मरम्मत और आधुनिकीकरण करना है। कार्यशाला मुख्य और सहायक, उठाने और परिवहन और संयंत्र के अन्य उपकरणों की मरम्मत करती है।
एक मरम्मत की दुकान की गतिविधि में, उपकरण रखरखाव (एमओटी) पहले आना चाहिए, और मरम्मत, जिसे अपने आप में एक अंत के रूप में नहीं देखा जा सकता है, दूसरे स्थान पर आना चाहिए।
मरम्मत कार्य के संगठन के रूप
मौजूदा उत्पादन के लिए मरम्मत कार्य के संगठन के रूप का बहुत महत्व है। प्रमुख मरम्मत को छोड़कर सभी प्रकार की मरम्मत, मरम्मत किए जा रहे उपकरणों के संस्थापन स्थल पर की जाती है। ओवरहाल के लिए, 2.5 टन तक वजन वाले मशीन टूल्स को एक यांत्रिक मरम्मत की दुकान में ले जाया जाता है, साइट पर भारी मरम्मत की जाती है। मध्यम और ओवरहाल मरम्मत में उपकरण डाउनटाइम को कम करने के लिए, एक नोडल मरम्मत पद्धति का उपयोग किया जाता है, जिसमें उपकरण से इकाइयों को हटा दिया जाता है और उस पर स्थापित किया जाता है जो पहले अन्य समान उपकरणों से मरम्मत की जाती है। मरम्मत कार्य की पूरी मात्रा यांत्रिक मरम्मत की दुकान और उत्पादन की दुकानों की मरम्मत के ठिकानों के बीच वितरित की जाती है। उत्पादन के प्रकार के आधार पर, संयंत्र का आकार और उपकरण की प्रकृति, मरम्मत कार्य के संगठन के केंद्रीकृत, विकेन्द्रीकृत और मिश्रित रूपों का उपयोग किया जाता है।
मरम्मत कार्य के संगठन के एक केंद्रीकृत रूप के साथ, उपकरणों की मरम्मत और आधुनिकीकरण पर सभी कार्य केवल एक यांत्रिक मरम्मत की दुकान में किए जाते हैं। दुकानों की मरम्मत के आधार केवल निरीक्षण और ओवरहाल रखरखाव से संबंधित कार्य करते हैं। संगठन के इस रूप का उपयोग छोटी कार्यशालाओं वाले कारखानों में किया जाता है, मुख्य रूप से छोटे पैमाने पर उत्पादन (विशेष रूप से, एफएसयूई कलुगाप्रिबोर में)। मरम्मत कार्य के संगठन के विकेंद्रीकृत रूप के साथ, उपकरणों की मरम्मत और आधुनिकीकरण पर लगभग सभी काम उत्पादन की दुकानों के मरम्मत ठिकानों द्वारा किए जाते हैं। यांत्रिक मरम्मत की दुकान स्पेयर पार्ट्स का उत्पादन करती है और सबसे जटिल घटकों और असेंबलियों को ओवरहाल करती है। संगठन के इस रूप का उपयोग बड़ी कार्यशालाओं वाले कारखानों में किया जाता है, मुख्य रूप से बड़े पैमाने पर और बड़े पैमाने पर उत्पादन में।
एक यांत्रिक मरम्मत की दुकान में मरम्मत कार्य के संगठन के मिश्रित रूप के साथ, ओवरहाल किया जाता है, और अन्य प्रकार की मरम्मत दुकान की मरम्मत के ठिकानों द्वारा की जाती है। मरम्मत के संगठन का एक समान रूप बड़े पैमाने पर उत्पादन संयंत्रों और भारी इंजीनियरिंग में उपयोग किया जाता है।
रखरखाव और मरम्मत के प्रकार निम्नलिखित में विभाजित हैं:
मुख्य मैकेनिक की सेवा के मरम्मत कर्मियों द्वारा किया गया रखरखाव और मरम्मत (टीओआर);
उत्पादन कर्मियों द्वारा रखरखाव।
रखरखाव के प्रकार: विनियमित (आरटीओ), दैनिक (टीओईडी), आवधिक।
आरटीओ में शामिल हैं:
कश्मीर 1 - पहले प्रकार का रखरखाव;
कश्मीर 2 - दूसरे प्रकार का रखरखाव;
कश्मीर 3 - तीसरे प्रकार का तकनीकी रखरखाव।
TO 1 के साथ, रखरखाव कार्य किया जाना चाहिए (मासिक रखरखाव) और, इसके अलावा, तकनीकी संचालन के नियमों के कार्यान्वयन पर नियंत्रण, सुरक्षा उपकरणों की जांच, स्नेहन प्रणालियों और तंत्रों का सही कामकाज, जिसकी विफलता का कारण बन सकता है उपकरण का बड़ा टूटना या समय से पहले खराब होना।
TO 2 TO 1 कार्य के प्रदर्शन के लिए प्रदान करता है, साथ ही बेल्ट और चेन ड्राइव, नियंत्रण, छड़, लीड स्क्रू और मदर नट्स, फास्टनरों आदि की जाँच और समायोजन करता है। आवरणों और आवरणों को आंशिक रूप से हटाने के साथ, काम करने वाली सतहों की स्थिति की जाँच करना, तंत्र की सुचारू गति।
TO 3 TO 2 कार्य के निष्पादन के साथ-साथ अलग-अलग असेंबली इकाइयों के आंशिक या पूर्ण विघटन के साथ अधिक समय लेने वाला कार्य और नियंत्रण और माप उपकरणों और उपकरणों के उपयोग, स्नेहक और पहना भागों (असेंबली इकाइयों) के प्रतिस्थापन के लिए प्रदान करता है। विधानसभाओं और तंत्र का समायोजन।
खराबी और विफलताओं के कारणों को खत्म करने के लिए उत्पादन कर्मियों, शिफ्ट मैकेनिकों और इलेक्ट्रीशियन के अनुरोध पर यांत्रिक मरम्मत की दुकान द्वारा दैनिक रखरखाव (टीओ यूनिट) किया जाता है।
आवधिक रखरखाव को निम्नलिखित कार्यों में विभाजित किया गया है:
1) एक स्वतंत्र संचालन के रूप में सटीकता की जाँच करना;
2) संरक्षण (डी-संरक्षण)।
मरम्मत के प्रकार
मरम्मत की योजना बनाई जा सकती है (पीआर) और अनियोजित (एनआर)।
अनुसूचित मरम्मत (पीआर) - मरम्मत, जिसकी स्थापना मानक और तकनीकी दस्तावेज (उपकरण, उद्योग की आवश्यकताओं के निर्माण के लिए तकनीकी स्थिति) की आवश्यकताओं के अनुसार की जाती है। कार्य की संरचना और दायरे के अनुसार, तीन प्रकार की अनुसूचित मरम्मत की परिकल्पना की गई है:
· पूंजी (केआर);
मध्यम (सीपी);
· वर्तमान (टीआर)।
ओवरहाल एक मरम्मत है जो सेवाक्षमता को बहाल करने के लिए की जाती है और उत्पाद के सेवा जीवन की पूर्ण या पूर्ण बहाली के साथ इसके किसी भी हिस्से के प्रतिस्थापन या बहाली के साथ, बुनियादी लोगों सहित। एक बड़े ओवरहाल के दौरान, उपकरण का पूर्ण विघटन, धुलाई, दोष का पता लगाना, सभी भागों और विधानसभाओं के प्रतिस्थापन या बहाली, उपकरणों की असेंबली, इसके जटिल विनियमन, जाँच, निष्क्रिय और कम भार पर परीक्षण, पेंटिंग, साथ ही स्थिति की जाँच करना और नींव की मरम्मत का कार्य किया जा रहा है।
मध्यम मरम्मत - मानक और तकनीकी दस्तावेज में स्थापित राशि में किए गए एक सीमित सीमा के घटकों के प्रतिस्थापन या बहाली और घटकों की तकनीकी स्थिति के नियंत्रण के साथ उत्पादों की सेवा जीवन की आंशिक बहाली और आंशिक बहाली के लिए की गई मरम्मत .
एक औसत मरम्मत के साथ, उपकरणों की असेंबली इकाइयों की पूर्ण (65% तक) और आंशिक आराम किया जाता है, भागों और विधानसभाओं के दोष का पता लगाने, व्यक्तिगत विधानसभाओं के ओवरहाल, बुनियादी वाले सहित महत्वपूर्ण पहना भागों की प्रतिस्थापन या बहाली, विधानसभा उपकरण, इसका व्यापक विनियमन, निरीक्षण, परीक्षण निष्क्रिय और लोड के तहत, पेंटिंग, साथ ही स्थिति की जांच और नींव की मरम्मत।
नियमित मरम्मत - उत्पाद के प्रदर्शन को सुनिश्चित करने या बहाल करने के लिए की गई मरम्मत और इसके अलग-अलग हिस्सों के प्रतिस्थापन और (या) बहाली में शामिल है। वर्तमान मरम्मत के दौरान, उपकरणों का आंशिक विघटन किया जाता है, कुछ इकाइयों का पूर्ण विघटन, दोष का पता लगाने, प्रतिस्थापन या जल्दी से पहने हुए भागों और विधानसभाओं की बहाली, और इसके लिए आवश्यक विधानसभा और समायोजन कार्य किया जाता है।
अनिर्धारित मरम्मत (एनआर) - मरम्मत, उत्पादों की नियुक्ति जिसके लिए पूर्व नियुक्ति के बिना किया जाता है।
डिजाइन या निर्माण दोष, मरम्मत दोष, तकनीकी संचालन नियमों के उल्लंघन और सुरक्षा आवश्यकताओं के कारण उपकरणों के अचानक बंद होने से जुड़ी आपातकालीन मरम्मत (एबी) भी अनियोजित है।
1.2 अनुसूचित निवारक रखरखाव (पीपीआर) उपकरण की प्रणाली का सार और प्रभावशीलता
निवारक प्रणाली का सार
कलुगाप्रिबोर संयंत्र में उपकरण की मरम्मत पर मुख्य कार्य एक अनुसूचित निवारक प्रणाली के अनुसार किया जाता है, जिसके मुख्य प्रावधान "मशीन-निर्माण उद्यमों में तकनीकी उपकरणों के अनुसूचित निवारक रखरखाव और तर्कसंगत संचालन की एकीकृत प्रणाली" से लिए गए हैं।
इस प्रणाली के साथ, मशीनों की मरम्मत एक पूर्व निर्धारित समय पर की जाती है, मशीन के कुछ घंटों तक काम करने के बाद, बिना किसी खराबी की उम्मीद के। बेशक, ऐसी प्रणाली मरम्मत की आवश्यकता को बाहर नहीं करती है, जो एक आकस्मिक प्रकृति के हैं, उदाहरण के लिए, मशीन के अनुचित उपयोग या निर्माण में कमियों के कारण अप्रत्याशित रूप से टूटना।
उपकरण संचालन या गैर-कार्यशील पाली में ब्रेक के दौरान दैनिक रखरखाव किया जाता है।
तकनीकी दस्तावेज में निर्दिष्ट अंतराल पर आवधिक रखरखाव किया जाता है।
नियमित रखरखाव अंतराल पर और उद्योग प्रणाली या उपकरण मैनुअल द्वारा निर्दिष्ट सीमा तक किया जाता है।
अनुसूचित (विनियमित) रखरखाव और मरम्मत पर सभी प्रकार के कार्य एक विशिष्ट क्रम में दोहराए जाने वाले चक्रों का निर्माण करते हैं।
मरम्मत चक्र
मरम्मत चक्र (सी पी) सबसे छोटा दोहराव समय अंतराल या उपकरण संचालन समय है, जिसके दौरान सिस्टम की आवश्यकताओं के अनुसार सभी स्थापित प्रकार की मरम्मत एक निश्चित क्रम में की जाती है। उपकरण के संचालन का समय उसके परिचालन समय के घंटों की संख्या से निर्धारित होता है। मरम्मत चक्र एक प्रमुख ओवरहाल के साथ समाप्त होता है और इसकी संरचना और अवधि की विशेषता होती है।
मरम्मत चक्र की संरचना (सी.सी.आर.) ओवरहाल के बीच या उपकरण के चालू होने और पहले ओवरहाल के बीच अवधि 1 में अनुसूचित मरम्मत की एक सूची और अनुक्रम है।
मरम्मत चक्र की संरचना मशीनों के प्रत्येक समूह के लिए उद्यम मानकों द्वारा निर्धारित की जाती है। उदाहरण के लिए, सामान्य परिशुद्धता धातु-काटने वाली मशीनों के लिए मरम्मत चक्र की संरचना 10 टन तक वजन करती है, जिसमें चार वर्तमान, एक मध्यम और प्रमुख मरम्मत शामिल है, इस प्रकार है:
- 1 - 2 - - 3 - 4 - (1.1)
मरम्मत चक्र की अवधि (टी सीआर) उपकरण के परिचालन समय के घंटों की संख्या है जिसके दौरान चक्र का हिस्सा होने वाले सभी नियोजित मरम्मत कार्य किए जाते हैं। मरम्मत चक्र की अवधि में अनुसूचित और अनिर्धारित मरम्मत और रखरखाव के साथ-साथ अन्य संगठनात्मक और तकनीकी कारणों से जुड़े उपकरण डाउनटाइम शामिल नहीं हैं। मरम्मत चक्र की अवधि को ओवरहाल के पदनामों के बीच आयाम रेखा द्वारा दर्शाया गया है, जिसके साथ चक्र शुरू होता है और समाप्त होता है। आयाम रेखा के ऊपर काम किए गए घंटों में चक्र का समय इंगित करता है।
ओवरहाल अवधि (टी एमआर) लगातार दो अनुसूचित मरम्मत के बीच उपकरण संचालन के परिचालन समय की अवधि है। ओवरहाल अवधि की अवधि मरम्मत चक्र की अवधि को ओवरहाल सहित, चक्र में निर्धारित मरम्मत की संख्या से विभाजित करने के बराबर होती है।
मरम्मत चक्र की अवधि और ओवरहाल अवधि संयंत्र द्वारा प्रत्येक मशीन के लिए निर्धारित की जाती है और मानक के रूप में सारणीबद्ध होती है।
रखरखाव चक्र
रखरखाव चक्र (सी टी।
उपकरण के संचालन का समय उसके परिचालन समय के घंटों की संख्या से निर्धारित होता है। रखरखाव चक्र को TO 1, TO 2, TO 3 की संरचना और अवधि की विशेषता है जो एक रखरखाव चक्र (TS to) बनाता है। ओवरहाल अवधि की अवधि के आधार पर, अनुसूचित मरम्मत के बीच 1-8 रखरखाव चक्र किए जा सकते हैं।
रखरखाव चक्र की संरचना (S c.to.) आरटीओ के प्रकारों की एक सूची है जो चक्र का हिस्सा हैं। गैर-मरम्मत कर्मियों (मशीन ऑपरेटरों, क्लीनर) द्वारा किए गए रखरखाव के प्रकार, और सी सी की संरचना में आवधिक रखरखाव (पी आर, के) के ऐसे संचालन। शामिल न करें। क्षेत्रीय प्रणाली में, रखरखाव चक्र की निम्नलिखित संरचना को पारंपरिक रूप से अपनाया जाता है:
पीआर-टू १ - से १ - से १ - से २ -
से 1 - से 1 - से 1 - से 2 - सी c.to (1.2)
से १ - से १ - से १ - से ३ -
से १ - से १ - से १ - से २ -...,
वे। रखरखाव चक्र
c.to के साथ = 9TO 1 + 2TO 2 + T0 3. (1.3)
उपकरण के परिचालन समय के काम किए गए घंटों में रखरखाव चक्र (T c.t.o.) की अवधि सूत्र द्वारा निर्धारित की जाती है
जहां टी एमआर ओवरहाल अवधि की अवधि है, एच।
टी सी आर - मरम्मत चक्र की अवधि, एच;
एन सी - मरम्मत चक्र में मध्यम मरम्मत की संख्या;
n T मरम्मत चक्र में वर्तमान मरम्मत की संख्या है;
n के बारे में - ओवरहाल अवधि में विनियमित रखरखाव के चक्रों की संख्या।
इंटरऑपरेटिव रखरखाव अवधि (टी से) एक ही नाम के दो क्रमिक रूप से निष्पादित आरटीओ के बीच उपकरण संचालन के परिचालन समय की अवधि है
TO 1, TO 2 को पूरा करने के लिए रखरखाव की इंटरऑपरेशन अवधि सूत्रों द्वारा निर्धारित की जाती है:
जहाँ T c.to रखरखाव चक्र की अवधि है, h.
मरम्मत चक्र की अवधि, ओवरहाल अवधि और धातु-काटने और ढलाई उपकरण के लिए ओवरहाल अवधि में आरटीओ चक्रों की संख्या की गणना तालिकाओं में दर्शाए गए उनके मूल्यों के उत्पाद के रूप में की जाती है। सुधार कारक।
जहां टी सी.आर. - मरम्मत चक्र की अनुमानित अवधि, एच;
टी सी आर - मरम्मत चक्र की अवधि का सारणीबद्ध मान, ज;
ओ.एम. - संसाधित सामग्री का गुणांक;
टी.एस. को - मशीन की सटीकता वर्ग का गुणांक (सटीकता वर्ग पी, बी, ए, सी के उपकरण);
के सी. - मशीन की श्रेणी का गुणांक (वजन से);
कश्मीर में - आयु गुणांक।
गुणांकों के संख्यात्मक मान K c.m. , के सी.एस. , के इन, के टी.एस. तालिकाओं में दिए गए हैं।
ओवरहाल अवधि टी एमआर की गणना सूत्र द्वारा की जाती है:
मरम्मत चक्र में मध्यम मरम्मत की संख्या कहाँ है;
मरम्मत चक्र में वर्तमान मरम्मत की संख्या।
फिर ओवरहाल अवधि में आरटीओ चक्रों की संख्या सूत्र के अनुसार समायोजित की जाती है:
निकटतम पूर्ण संख्या के लिए गोल।
1.3 निवारक रखरखाव प्रणाली की तकनीकी तैयारी
निवारक रखरखाव प्रणाली की तकनीकी और सामग्री की तैयारी में डिजाइन और तकनीकी तैयारी शामिल है। डिजाइन प्रशिक्षण में भागों के चित्र के एल्बम तैयार करना, नामकरण का निर्धारण और प्रतिस्थापन भागों और विधानसभा इकाइयों को सामान्य (एकीकृत) करना शामिल है।
उपकरण भागों के चित्र के एल्बम का उपयोग योजना बनाने, प्रौद्योगिकी विकसित करने और बदलने योग्य और स्पेयर पार्ट्स के निर्माण में किया जाता है, मरम्मत के आयाम स्थापित करने, उनके लिए बदलने योग्य भागों और रिक्त स्थान को सामान्य और एकीकृत करने, दुर्लभ सामग्री के विकल्प को पेश करने और उपकरणों के आधुनिकीकरण में उपयोग किया जाता है।
प्रत्येक मानक आकार के उपकरण के लिए चित्रों का एक एल्बम संकलित किया जाता है, जिसमें पासपोर्ट और आरेख (कीनेमेटिक, हाइड्रोलिक, वायवीय, विद्युत और स्नेहक), असेंबली इकाइयों के सामान्य दृश्य चित्र, प्रतिस्थापन भागों, रोलिंग बीयरिंग, बेल्ट, मानदंड के लिए विनिर्देश शामिल हैं। खरीदे गए पुर्जे और उपकरण, आदि ... जब नियमित मरम्मत के लिए यूनिट को अलग किया जाता है तो पार्ट ड्रॉइंग तैयार की जानी चाहिए।
जब उपकरण की मरम्मत की जाती है तो नए पुर्जे बदले जाते हैं जिन्हें प्रतिस्थापन पुर्जे कहा जाता है। बदली भागों का सामान्यीकरण (एकीकरण) उनके मानक आकारों की संख्या को कम करने की अनुमति देता है और इस तरह उनके निर्माण से जुड़ी लागतों को कम करता है।
तकनीकी तैयारी में विधानसभा की विशिष्ट तकनीकी प्रक्रियाओं को तैयार करना, इकाइयों को अलग करना और सबसे अधिक श्रम-गहन और जटिल भागों के निर्माण के साथ-साथ एक दोषपूर्ण विवरण तैयार करना शामिल है।
एक दोषपूर्ण विवरण एक कार्यकारी तकनीकी विवरण है और इसे आवश्यक रूप से प्रमुख मरम्मत के दौरान, साथ ही साथ एक वर्ष से अधिक की आवृत्ति के साथ औसत मरम्मत के दौरान संकलित किया जाना चाहिए। एक निर्धारित निरीक्षण के दौरान मरम्मत के लिए यूनिट के रुकने से 2-3 महीने पहले एक प्रारंभिक दोष सूची तैयार की जाती है, और अंतिम एक तब तैयार की जाती है जब यूनिट को किसी तकनीशियन या मरम्मत करने वाले द्वारा प्रमुख या मध्यम मरम्मत के लिए अलग किया जाता है।
सामग्री की तैयारी को पेंट्री में संग्रहीत प्रतिस्थापन योग्य भागों के लगातार नवीकरणीय स्टॉक (पार्क) के निर्माण को सुनिश्चित करना चाहिए। ऐसे पुर्जों को स्पेयर पार्ट कहा जाता है।
स्पेयर पार्ट्स में शामिल हैं:
ए) एक सेवा जीवन के साथ ओवरहाल अवधि से अधिक नहीं;
बी) बड़ी मात्रा में उपभोज्य, सेवा जीवन की परवाह किए बिना;
ग) बड़े, जटिल और श्रमसाध्य, उनके निर्माण के लिए जटिल और बड़े फोर्जिंग या कास्टिंग की आवश्यकता होती है;
डी) किनारे पर निर्मित;
ई) अद्वितीय, अत्यधिक महत्वपूर्ण या उत्पादन-सीमित उपकरण के सभी प्रतिस्थापन योग्य भागों।
एक महत्वपूर्ण सेवा जीवन (1.5-2 वर्ष या अधिक) वाले भागों को पेंट्री में संग्रहीत नहीं किया जाता है, लेकिन उनके निर्माण के उत्पादन चक्र की अवधि और मरम्मत की शुरुआत के समय को ध्यान में रखते हुए अग्रिम में आदेश दिया जाता है।
बड़ी मात्रा में खपत किए गए भागों, विधानसभा इकाइयों और उपकरणों का स्टॉक मुख्य उत्पादन के लिए सामग्री और खरीदे गए अर्ध-तैयार उत्पादों के साथ सादृश्य द्वारा निर्धारित किया जाता है।
पेंट्री पूरी तरह से तैयार भागों को स्टोर करता है जिन्हें बिना किसी परिष्करण और फिटिंग के स्थापित किया जा सकता है, और पूर्व-तैयार रूप में यदि वे परिष्करण और फिटिंग के साथ मरम्मत के दौरान स्थापित होते हैं, या रिक्त के रूप में यदि भाग के सटीक आयाम नहीं हैं ज्ञात।
उत्पादन के प्रकार के आधार पर, प्रति एक मरम्मत इकाई में उपकरणों के प्रकार द्वारा मौद्रिक संदर्भ में स्टोररूम में भागों का मानक स्टॉक स्थापित किया जाता है। स्टॉक मानकों को "अनुसूचित निवारक रखरखाव की एकीकृत प्रणाली" में दिया गया है।
प्रति वर्ष सभी प्रकार के मरम्मत कार्यों के लिए एच-मानक आकार की सामग्री की खपत सूत्र द्वारा निर्धारित की जाती है:
प्रति वर्ष प्रति मरम्मत इकाई के उपकरण के ओवरहाल के लिए एच-प्रकार की सामग्री की खपत कहां है;
गुणांक निरीक्षण और ओवरहाल रखरखाव के दौरान सामग्री की खपत को ध्यान में रखते हुए;
वर्ष के दौरान क्रमशः प्रमुख, मध्यम और छोटी मरम्मत की जा रही इकाइयों की मरम्मत इकाइयों का योग;
मध्यम और प्रमुख, छोटी और बड़ी मरम्मत के लिए क्रमशः उपभोग की गई सामग्री की मात्रा के बीच अनुपात को दर्शाने वाले गुणांक।
कारखानों में उपकरणों की मरम्मत के लिए सामग्री की वास्तविक खपत के विश्लेषण के आधार पर प्रयोगात्मक-सांख्यिकीय पद्धति द्वारा प्रत्येक प्रकार के उपकरण और सामग्री के उपसमूहों के लिए मान निर्धारित किए जाते हैं।
स्पेयर पार्ट्स और मरम्मत सामग्री के भंडारण के लिए, एक फैक्ट्री स्टोररूम का आयोजन किया जाता है, जो ओजीएम के अधीनस्थ होता है, और स्टोर स्टोररूम - बड़ी कार्यशालाओं में। दुकान का स्टोररूम उन इकाइयों के लिए स्पेयर पार्ट्स का भंडारण करता है जो केवल इस दुकान में उपलब्ध हैं या जो इस दुकान में बड़ी मात्रा में खपत होती हैं।
१.४ यांत्रिक मरम्मत की दुकान में उपकरणों की मरम्मत की योजना बनाना
उपकरण के प्रत्येक टुकड़े के लिए एक दुकान मैकेनिक की भागीदारी के साथ संयंत्र के ओजीएम द्वारा उपकरणों की मरम्मत के लिए एक वार्षिक योजना तैयार की जाती है। कैलेंडर की मरम्मत का समय उपकरण संचालन लॉग और यूनिट के बारे में अन्य सामग्रियों के डेटा के आधार पर निर्धारित किया जाता है, जो पिछले मरम्मत की अवधि के लिए काम किए गए वास्तविक घंटों और अक्टूबर-नवंबर में वार्षिक तकनीकी निरीक्षण के परिणामों के आधार पर निर्धारित किया जाता है।
वार्षिक मरम्मत योजना में निरीक्षण और अनुसूचित मरम्मत शामिल हैं। जिस महीने में योजना के अनुसार अगली मरम्मत (निरीक्षण) की जानी चाहिए, वह ओवरहाल (अंतर-निरीक्षण) की अवधि को महीनों में पिछली मरम्मत के महीने में जोड़कर निर्धारित किया जाता है। पिछली मरम्मत के प्रकारों के आधार पर, मरम्मत चक्र की संरचना के अनुसार अगली मरम्मत का प्रकार स्थापित किया जाता है।
लॉकस्मिथ और मशीन टूल्स की श्रम तीव्रता जटिलता श्रेणी द्वारा संबंधित प्रकार की मरम्मत के लिए एक मरम्मत इकाई की श्रम तीव्रता को गुणा करके पाई जाती है।
पीपीआर प्रणाली मरम्मत के लिए उपकरण डाउनटाइम के लिए मानकों की स्थापना का प्रावधान करती है। इसलिए, वर्तमान में यह स्वीकार किया जाता है कि जब एक मरम्मत दल एक पाली में काम करता है, तो प्रति मरम्मत इकाई कार्य दिवसों में डाउनटाइम मामूली मरम्मत के लिए 0.25, औसतन 0.6 और प्रमुख मरम्मत के लिए 1.0 से अधिक नहीं होना चाहिए।
मरम्मत का त्वरण हासिल किया जाता है:
ए) उनके अधिक मशीनीकरण, उन्नत मरम्मत प्रौद्योगिकी के उपयोग, प्रतिस्थापन भागों और असेंबली इकाइयों की प्रारंभिक तैयारी और उनकी सीमा का विस्तार, उपकरण डिजाइन का सरलीकरण (मरम्मत जटिलता में कमी) के कारण ताला बनाने वाले काम की श्रम तीव्रता में कमी। ;
बी) ब्रिगेड में श्रमिकों की संख्या में वृद्धि (काम के मोर्चे का विस्तार) या उनके काम की शिफ्ट;
ग) मरम्मत यांत्रिकी का अधिक से अधिक विशेषज्ञता, श्रम का बेहतर संगठन और मरम्मत टीमों के कार्यस्थल और उनकी जरूरत की हर चीज का निर्बाध प्रावधान (चित्र, सामग्री, प्रतिस्थापन भागों, आदि)।
अनुसूचित मरम्मत करने के लिए श्रमिकों की आवश्यक संख्या एस पी.आर. सूत्र द्वारा निर्धारित:
1 मरम्मत इकाई के लिए समय मानक कहाँ हैं, क्रमशः बड़ी, मध्यम और छोटी मरम्मत के अधीन;
एफ पी - एक मरम्मत कर्मचारी, एच / व्यक्ति के काम के समय की वार्षिक प्रभावी निधि;
в - मरम्मत कर्मियों द्वारा मानकों की पूर्ति का औसत प्रतिशत.
उपकरण मरम्मत इकाइयों की कुल संख्या।
प्रत्येक माह में सभी मरम्मत की जटिलता, योजना के अनुसार, लगभग समान होनी चाहिए, ताकि कुछ महीनों में मरम्मत श्रमिकों की कोई कमी या अधिशेष न हो।
उपकरण की मरम्मत के लिए वार्षिक योजना पर संयंत्र के मुख्य मैकेनिक, दुकान के प्रमुख और मैकेनिक द्वारा हस्ताक्षर किए जाते हैं और संयंत्र के निदेशक द्वारा अनुमोदित किया जाता है।
मरम्मत योजना के कार्यान्वयन के लिए लेखांकन एक ही अनुसूची में, प्रत्येक इकाई के लिए नीचे की रेखा में रखा जाता है।
पिछले महीनों में वार्षिक योजना और इसके वास्तविक कार्यान्वयन के आधार पर, साथ ही पिछले मरम्मत के बाद से यूनिट द्वारा वास्तव में काम किए गए घंटों की संख्या, निरीक्षण के दौरान सामने आए उपकरणों की वास्तविक स्थिति, और स्पेयर पार्ट्स के साथ मरम्मत का प्रावधान और सामग्री, प्रत्येक कार्यशाला के लिए एक मासिक मरम्मत योजना तैयार की जाती है। मासिक उपकरण मरम्मत योजना मुख्य उत्पादन योजना के अनुरूप होनी चाहिए। इसे ओजीएम द्वारा दुकान मैकेनिक के साथ मिलकर तैयार किया जाता है।
यदि इकाई मरम्मत की शुरुआत में काम करने योग्य हो जाती है या अगली मरम्मत को दूसरे के साथ बदला जा सकता है, मात्रा में छोटा, तो इस प्रकार की मरम्मत को रद्द करना या किसी अन्य के साथ प्रतिस्थापन को मुख्य मैकेनिक की अनुमति से किया जाता है पौधा। अंतर-निरीक्षण अवधि को बढ़ाया नहीं जा सकता है। योजनाओं के कार्यान्वयन पर लेखांकन और नियंत्रण नियोजन और उत्पादन ब्यूरो द्वारा किया जाता है।
2. एफएसयूई "कलुगाप्रिबोर" की यांत्रिक मरम्मत की दुकान में मौजूदा उत्पादन के संगठन का विश्लेषण
२.१. FSUE "कलुगाप्रिबोर" की यांत्रिक मरम्मत की दुकान का विवरण
एफएसयूई कलुगाप्रिबोर में यांत्रिक मरम्मत की दुकान की संगठनात्मक संरचना इस प्रकार है:
चावल। २.१. FSUE "कलुगाप्रिबोर" में यांत्रिक मरम्मत की दुकान की उत्पादन संरचना
एक दुकान की उत्पादन संरचना उसके उत्पादन स्थलों, अन्य इंट्राशॉप डिवीजनों और उनके संबंधों के रूपों की संरचना है।
उद्यम की कार्यशालाओं का गठन मुख्य रूप से विशेषज्ञता के दो क्षेत्रों में होता है: तकनीकी प्रक्रियाओं की एकरूपता के अनुसार जो वे करते हैं (तकनीकी विशेषज्ञता) और उनमें निर्मित उत्पादों की प्रकृति (विषय और विस्तृत विशेषज्ञता) के अनुसार।
तकनीकी विशेषज्ञता के साथ, कार्यशाला में तकनीकी प्रक्रिया का एक हिस्सा किया जाता है, जिसमें एक या कई ऑपरेशन होते हैं जिनमें बहुत विस्तृत भागों (उत्पाद) होते हैं। वहीं वर्कशॉप में मुख्य रूप से एक ही तरह के उपकरण लगाए जाते हैं। कार्यशालाओं की विशेषज्ञता के इस रूप के अपने फायदे और नुकसान हैं। संचालन और उपकरणों की एक छोटी विविधता के साथ, तकनीकी मार्गदर्शन की सुविधा होती है, और उपकरणों के भार को विनियमित करने, अनुभव के आदान-प्रदान को व्यवस्थित करने के लिए व्यापक संभावनाएं पैदा होती हैं। हालांकि, प्रसंस्करण की दुकानों के तकनीकी विशेषज्ञता के साथ, श्रम की वस्तुओं की आवाजाही के जटिल, लम्बी मार्ग उन्हीं दुकानों पर उनके बार-बार लौटने के साथ बनते हैं। यह प्रत्यक्ष प्रवाह के सिद्धांत का उल्लंघन करता है, कार्यशालाओं के समन्वय को जटिल बनाता है और उत्पादन चक्र में वृद्धि की ओर जाता है।
विषय विशेषज्ञता की कार्यशालाओं में, अपेक्षाकृत संकीर्ण नामकरण के साथ इसे सौंपे गए भागों के निर्माण का संबंधित चरण (आंशिक प्रक्रिया) पूरी तरह से किया जाता है। इन कार्यशालाओं में विभिन्न प्रकार के उपकरण और टूलिंग की विशेषता होती है, लेकिन संसाधित भागों (असेंबली) की एक संकीर्ण सीमा होती है। इस मामले में कार्यशालाओं का समन्वय बहुत आसान है, क्योंकि सभी प्रसंस्करण कार्य एक कार्यशाला में केंद्रित हैं। यह प्रक्रिया की स्थिर दोहराव की ओर जाता है, परिचालन शेड्यूलिंग को सरल करता है, भौगोलिक रूप से संचालन और प्रक्रिया के अलग-अलग चरणों को एक साथ लाता है और अंततः, उत्पादन चक्र को छोटा करता है।
किसी उद्यम की उत्पादन संरचना में सुधार करने के तरीकों में से एक विषय के साथ कार्यशालाओं के विशेषज्ञता के तकनीकी रूप को बदलना है।
यह यांत्रिक मरम्मत की दुकान बहु-विषयक विशेषज्ञता की विशेषता है। यहां विभिन्न प्रकार के उपकरण और सहायक उपकरण का उपयोग किया जाता है। काम के प्रकार: मुख्य रूप से मशीनिंग, नलसाजी और मरम्मत कार्य (असेंबली और अन्य) बहाली, वेल्डिंग। इस कार्यशाला में किए गए कार्य के सटीक प्रकार नीचे वर्णित हैं।
कार्यशाला के अनुभाग तकनीकी रूप से विशिष्ट हैं और व्यक्तिगत संचालन करने के लिए सजातीय उपकरणों से लैस हैं। वे समान मशीनों के समूहों द्वारा बनते हैं।
शाखाओं में शामिल हैं:
मोड़ विभाग;
मिलिंग विभाग;
ड्रिलिंग विभाग;
योजना विभाग;
गियर हॉबिंग मशीनों का विभाजन।
सहायक विभाग हैं:
तेज करना;
वाद्य वितरण पेंट्री;
जुड़नार की पेंट्री।
साइट की संरचनात्मक इकाई कार्यस्थल है। कार्यस्थल उत्पादन क्षेत्र का एक हिस्सा है जो प्रदर्शन किए गए कार्य की प्रकृति के अनुसार तकनीकी साधनों और उपकरणों से सुसज्जित और सुसज्जित है। कार्यस्थलों पर किए जाने वाले कार्य की विविधता कार्यशाला और स्थल की प्रकृति और विशेषज्ञता के स्तर के कारण होती है। कार्यस्थल की तकनीकी विशेषज्ञता एफएसयूई कलुगाप्रिबोर यांत्रिक मरम्मत की दुकान में हावी है, यानी ई। संचालन के कई विवरण उपकरण की तकनीकी क्षमताओं के भीतर किए जाते हैं। कार्यशाला का लेआउट परिशिष्ट 1 में प्रस्तुत किया गया है।
२.२ FSUE "कलुगाप्रिबोर" की यांत्रिक मरम्मत की दुकान में किए गए कार्य के दायरे का निर्धारण
FSUE "कलुगाप्रिबोर" में प्रयुक्त यांत्रिक मरम्मत की दुकान के लिए कार्य का दायरा निर्धारित करने की प्रणाली
मरम्मत की दुकान के लिए काम की योजना उत्पादन हॉल में उपकरणों की उपलब्धता, आवाजाही और उपयोग पर विचार करके शुरू होती है। वित्तीय विवरणों में निपटान और प्राप्तियां परिलक्षित होती हैं।
आवश्यक प्रकार की मरम्मत की आवश्यकता को निर्धारित करने के लिए, मशीन द्वारा वास्तव में चालू होने के क्षण से या अंतिम अनुसूचित मरम्मत (यह कैलेंडर मरम्मत समय का एक हिस्सा है) से डेटा होना आवश्यक है।
कैलेंडर परिवर्तन समय टी सेमी, उद्योग उद्यमों के लिए आठ घंटे के बराबर, इसमें निम्न शामिल हैं:
टी आर ओ - उपकरण का परिचालन समय;
टी पीजेड - प्रारंभिक - अंतिम समय;
टी सोम - प्रदर्शन को बनाए रखने या बहाल करने के लिए डाउनटाइम;
टी पीओ - संगठनात्मक और तकनीकी कारणों से डाउनटाइम।
उपकरण संचालन समय काउंटरों की सहायता से परिचालन समय की रिकॉर्डिंग भी व्यवस्थित की जा सकती है।
उपकरण संचालन समय काउंटर, जो सटीक परिणाम प्रदान करते हैं, प्रत्येक मशीन से जुड़े होते हैं। मासिक आधार पर, एक ओजीएम कर्मचारी "मीटर रीडिंग की शीट" तैयार करता है, जिसमें वर्कशॉप और सेक्शन में टाइम काउंटर से लैस उपकरण दर्ज किए जाते हैं। इस पद्धति के लिए कुछ लागतों की आवश्यकता होती है और कलुगाप्रिबोर उद्यम में इसका उपयोग नहीं किया जाता है। उत्पादन की दुकानों के सामान्यीकरण विभागों से उपकरण के परिचालन समय पर डेटा प्राप्त किया जाता है।
मुख्य दस्तावेज जो मरम्मत कार्य की योजना को दर्शाता है वह है शेड्यूल (शेड्यूल ओवरहाल अवधि को ध्यान में रखते हुए तैयार किया गया है)। उपकरण मरम्मत की वास्तविक योजना-अनुसूची केवल एक वर्ष के लिए तैयार की जाती है। नियोजित वर्ष की शुरुआत से छह महीने पहले, कलुगप्रिबोर उद्यम में स्थित उपकरणों की पूरी श्रृंखला के लिए सभी प्रकार की मरम्मत की आवश्यकता की गणना की जाती है। फिर फॉर्म 1 "कार्यशाला में उपकरणों की मरम्मत के लिए वार्षिक योजना" में वर्ष के लिए प्रत्येक मशीन के लिए आवश्यक मरम्मत का एक सेट किया जाता है, जो इन्वेंट्री नंबर, उपकरण का नाम, मॉडल, जटिलता की श्रेणी, साथ ही साथ इंगित करता है। अंतिम मरम्मत की शिफ्ट, प्रकार और तारीख, प्रत्येक माह के लिए मरम्मत कार्यों का प्रकार।
उपकरण के प्रत्येक टुकड़े की मरम्मत के प्रकार और अवधि के आधार पर, सभी निश्चित मात्रा में महीनों तक काम वितरित किया जाता है।
2009 के लिए यांत्रिक मरम्मत की दुकान के लिए मासिक श्रम इनपुट की गणना
यांत्रिक मरम्मत की दुकान द्वारा किए गए कार्य की मासिक श्रम तीव्रता (घंटों में) निम्नानुसार निर्धारित की जाती है।
उपकरणों की मरम्मत के लिए मासिक योजना में, कार्यशाला की स्थापना की जाती है:
1. उपकरण का नाम और सूची संख्या;
2. मशीन मॉडल;
4. मानक घंटों में काम की नियोजित श्रम तीव्रता।
सामान्य स्थिति में मशीन टूल्स और मशीनों के यांत्रिक भाग में गतिज और हाइड्रोलिक भाग होते हैं, जिनकी मरम्मत की जटिलता क्रमशः P k और P g द्वारा निरूपित की जाती है।
फलस्वरूप,
यांत्रिक भाग की मरम्मत जटिलता की इकाई के लिए, 1K62 मशीन के ओवरहाल की श्रम तीव्रता का 0.09 लिया जाता है।
यांत्रिक भाग की मरम्मत पर काम की जटिलता की गणना प्रत्येक प्रकार की मरम्मत के लिए अलग से की जाती है।
टी किमी = टी केएफ + टी के.स्तान। ; (२.२)
टी सेमी = टी एस.फेल. + टी एस.स्तान। ; (२.३)
टी टीएम = टी टीएफ। + टी तस्तान। ; (२.४)
जहां टी किमी यांत्रिक भाग के ओवरहाल की श्रम तीव्रता है;
टी सेमी - यांत्रिक भाग की औसत मरम्मत की जटिलता;
टी टीएम यांत्रिक भाग की वर्तमान मरम्मत की श्रम तीव्रता है;
टी सी वन। - ताला बनाने वाले कार्यों के ओवरहाल की श्रम तीव्रता;
टी एस.लेस. - नलसाजी कार्य की औसत मरम्मत की जटिलता;
टी टी वन। - नलसाजी कार्य की वर्तमान मरम्मत की जटिलता;
टी केस्तान। - मशीन टूल्स के ओवरहाल की श्रम तीव्रता;
टी एस स्टेन। - मशीन टूल्स की औसत मरम्मत की जटिलता;
टी टस्टन। - मशीन टूल्स की वर्तमान मरम्मत की जटिलता।
इस प्रकार, प्रत्येक प्रकार की मरम्मत की श्रम तीव्रता, बदले में, मशीन और ताला बनाने वाले के काम की श्रम तीव्रता से बनी होती है। लॉकस्मिथ और मशीन टूल्स की जटिलता सूत्रों द्वारा पाई जाती है:
जहां टी के. - मरम्मत कार्य की जटिलता की मरम्मत की इकाई के ओवरहाल की श्रम तीव्रता की दर;
टी के.स्तान। - मशीन के काम की मरम्मत जटिलता की इकाई के ओवरहाल की श्रम तीव्रता की दर;
टी सी डब्ल्यू - ताला बनाने वाले काम की मरम्मत जटिलता की एक इकाई की औसत मरम्मत की श्रम तीव्रता की दर;
टी एस स्टेन। - मशीन के काम की मरम्मत जटिलता की एक इकाई की औसत मरम्मत की श्रम तीव्रता की दर;
टी टी वन। - ताला बनाने वाले काम की मरम्मत जटिलता की इकाई की वर्तमान मरम्मत की श्रम तीव्रता की दर;
टी टस्टन। - मशीन काम की मरम्मत जटिलता की इकाई की वर्तमान मरम्मत की श्रम तीव्रता की दर;
(आर एम) के - ओवरहाल के दौर से गुजर रहे उपकरणों के यांत्रिक भाग की कुल मरम्मत जटिलता;
(आर एम) एस - मध्यम मरम्मत के दौर से गुजर रहे उपकरण के यांत्रिक भाग की कुल मरम्मत जटिलता;
(आर एम) टी वर्तमान मरम्मत के दौर से गुजर रहे उपकरण के यांत्रिक भाग की कुल मरम्मत जटिलता है।
इस प्रकार,
जहां टी बजे - कुल श्रम तीव्रता (उपकरण के यांत्रिक भाग की मरम्मत पर काम की कुल श्रम तीव्रता);
0.1 एक ऐसा कारक है जो अप्रत्याशित मरम्मत को ध्यान में रखता है।
"धातु उपकरण के रखरखाव और मरम्मत की क्षेत्रीय प्रणाली" में अनुसूचित मरम्मत की श्रम तीव्रता की एक तालिका होती है (परिशिष्ट 2 देखें), जो प्रति घंटे 1 ईपीसी में समय की दर निर्धारित करती है। समय दर मरम्मत और काम के प्रकार (ताला बनानेवाला या मशीन टूल्स) पर आधारित है।
रखरखाव की जटिलता एक मरम्मत इकाई के लिए समय मानकों का उपयोग करते हुए मरम्मत की जटिलता के समान है (परिशिष्ट 3 देखें)।
"धातु उपकरण के रखरखाव और मरम्मत की क्षेत्रीय प्रणाली" में प्रति एक मरम्मत इकाई (परिशिष्ट 3 देखें) में समय मानकों की एक तालिका होती है, जिसके अनुसार समय मानक है, प्राप्त करने पर मरम्मत की श्रम तीव्रता की निर्भरता को ध्यान में रखते हुए बाहर से स्पेयर पार्ट्स।
मरम्मत और यांत्रिक कार्यशाला की श्रम तीव्रता की गणना जुलाई 2009 के उदाहरण पर की जाएगी। (जुलाई को वर्ष के सबसे व्यस्त महीने के रूप में चुना गया था) (तालिका 2.1, तालिका 2.2, तालिका 2.3 देखें)।
तालिका २.१. आरएमसी के काम की जटिलता की गणना
प्रयुक्त सूत्र:
टी एस स्टेन। = (t s.st. -t s.um.stan।) (R m) s; (2.7)
टी एस.लेस. = (t s.f. -t s.um.sles।) (R m) s; (2.8)
टी केस्तान। = (t k.stan.-t k.um.stan।) (R m) k; (2.9)
टी सी वन। = (टी से मांस। -टी से एम। मांस।) (आर एम) से; (२.१०)
टी टस्टन। = (t t.st. -t t.m.stan।) (R m) t; (२.११)
टी टी वन। = (टी t.w.-t t.w.w.) (आर एम) टी; (२.१२)
जहां मन नहीं है। - बाहर से स्पेयर पार्ट्स की आपूर्ति के आधार पर श्रम तीव्रता में कमी की मात्रा। तालिका द्वारा निर्धारित (परिशिष्ट 4 देखें)।
मरम्मत के दौरान मशीन के काम की कुल श्रम तीव्रता (टी कुल स्टेन। रेम।)।
टी जनरल स्टेन.रेम। = टी एस स्टेन। + टी केस्तान। + टी टस्टन। ; (२.१३)
टी आम स्टेन। = टी ओस्टन। ; (२.१४)
टी आम सेंट। = टी आम स्टेन.रेम। + टी कॉमन स्टेशन ऑसम। (२.१५)
इसी तरह ताला बनाने वाले काम के लिए, नियामक डेटा के अनुसार प्राप्त किए गए अपवादों को छोड़कर।
टी obsh.lesles.osm। = टी ओलेस। १.१; (२.१६)
वे। विभिन्न दुकानों में काम के सिलसिले में श्रम तीव्रता में 10% की वृद्धि होगी (तालिका 2.2)।
तालिका २.२. मरम्मत
|
इकाई का नाम |
मशीन स्थान |
मरम्मत का प्रकार |
कुल टन भार, n-h |
||||||
|
क्रेन बीम |
|||||||||
|
कठोर |
|||||||||
|
उबाऊ |
|||||||||
|
स्टेकर क्रेन |
|||||||||
|
पिसाई |
|||||||||
|
चमकाने |
|||||||||
|
लंबवत ड्रिलिंग |
|||||||||
|
लंबवत ड्रिलिंग |
|||||||||
|
बिजली चढ़ाना |
|||||||||
|
किनारा |
बाहर से दुकान को स्पेयर पार्ट्स की आपूर्ति की कमी के कारण, जुलाई 2009 तक, मरम्मत की कुल श्रम तीव्रता के लिए उनके लेखांकन का गुणांक कम नहीं होता है और 1 के बराबर होता है।
तालिका 2.3। निरीक्षण
|
इकाई का नाम |
मशीन स्थान |
ताला बनाने वाले काम की श्रम तीव्रता, n-h |
मशीन टूल्स की श्रम तीव्रता, n-h। |
कुल श्रम तीव्रता, n-h |
||||
|
"प्रथम अन्वेषक" |
||||||||
|
उठाना |
||||||||
|
उठाना |
बायलर कक्ष |
|||||||
|
"प्रथम अन्वेषक" |
||||||||
|
बिजली चढ़ाना |
||||||||
|
बिजली चढ़ाना |
||||||||
|
बिजली चढ़ाना |
||||||||
|
उठाना |
||||||||
|
बिजली चढ़ाना |
||||||||
|
स्टेकर |
||||||||
|
स्टेकर |
टी कॉमन फॉरेस्ट = ३०६५ एनएच; टी आम सेंट। = १०३७ एनएच; टी कुल। = ३०६५ + १०३७ = ४१०२ एन-एच।
वर्ष के अन्य महीनों के लिए मरम्मत कार्य की जटिलता की गणना इसी तरह की जाती है (तालिका 2.4 देखें)। इन आंकड़ों के आधार पर, 2009 के लिए मरम्मत और यांत्रिक कार्यशाला में नियोजित मरम्मत कार्य की श्रम तीव्रता में परिवर्तन का एक सारांश कार्यक्रम बनाया गया है। निर्माण को महीने तक मरम्मत योजनाओं के संभावित पुनर्गठन को ध्यान में रखते हुए किया जाता है, अर्थात। सबसे व्यस्त महीनों से, पिछले महीने में एक निश्चित संख्या में बड़ी मरम्मत की गई थी। यह ग्राफ इस तरह दिखता है:
चावल। २.२. 2009 के लिए अनुसूचित मरम्मत की श्रम तीव्रता का आरेख
तालिका २.४
|
कुल (घंटा) |
|
सितंबर |
|||||||
|
कुल (घंटा) |
3. उत्पादन के संगठन और उनकी आर्थिक दक्षता में सुधार के लिए प्रस्तावित उपाय
3.1 मरम्मत कार्य की अवधि के लिए कैलेंडर शेड्यूल बनाना
उपकरण और अन्य प्रकार की अचल संपत्तियों की मरम्मत और रखरखाव पर सभी कार्यों को करने के लिए, एक तर्कसंगत संगठन और यांत्रिक मरम्मत की दुकान के सुनियोजित कार्य की आवश्यकता होती है। इस प्रकार, कार्य के संगठन के प्रबंधन और प्रबंधन को अनुकूलित करने के लिए, मरम्मत की अवधि की योजना बनाना उचित है।
उपकरण की मरम्मत की नियोजित अवधि मरम्मत कार्य की श्रम तीव्रता, उपकरण की मरम्मत की जटिलता और मरम्मत दल की संख्या पर निर्भर करती है। इस डेटा के साथ, आप मरम्मत की अवधि का कैलेंडर शेड्यूल बना सकते हैं। दुर्भाग्य से, इस दुकान में इस तरह के शेड्यूल का उपयोग नहीं किया जाता है। हालांकि, इसकी मदद से, मरम्मत के लिए उपकरणों की डिलीवरी के दिनों, दिन के दौरान श्रमिकों के कार्यभार, काम के विस्तार की संभावना को अधिक सटीक रूप से निर्धारित करना संभव है।
अनुसूचित रखरखाव चार्ट से पता चलता है कि जुलाई वर्ष का सबसे व्यस्त महीना है।
जुलाई के लिए यांत्रिक मरम्मत की दुकान के लिए कार्य अनुसूची का निर्माण वस्तुओं द्वारा आवश्यक निरीक्षणों के समूह के साथ शुरू किया जाना चाहिए।
21 से 39 तक - सेवा वस्तुओं की नामकरण संख्या।
तालिका 3.1। वस्तुओं द्वारा समूह निरीक्षण
|
बायलर कक्ष |
||
|
बिक्री कार्यालय |
||
प्रत्येक कार्यशाला और विभाग में निरीक्षण और रखरखाव की कुल श्रम तीव्रता मशीन ऑपरेटरों और ताला बनाने वालों के लिए अलग-अलग वस्तुओं के रखरखाव पर काम की श्रम तीव्रता के योग के रूप में निर्धारित की जाती है। अनुसूचित मरम्मत से उनके खाली समय में निरीक्षण किया जा सकता है। मरम्मत की अवधि के लिए एक शेड्यूल बनाने के लिए, हम सूत्र का उपयोग करके मरम्मत की अवधि की गणना करेंगे:
जहां टी एन उपकरण के एक टुकड़े की मरम्मत की नियोजित अवधि है, एच;
टी मरम्मत जटिलता की एक इकाई की इसी प्रकार की मरम्मत की श्रम तीव्रता दर है;
आर एम - मरम्मत जटिलता की इकाइयाँ;
च पी - मरम्मत दल की संख्या, लोग;
मानदंडों की पुनर्चक्रण दर।
समय में कार्यशाला में ताला बनाने वालों और मशीन ऑपरेटरों के काम के विकल्प को सटीक रूप से निर्धारित करना असंभव है, इसलिए, टीम के भीतर, कुछ प्रकार के काम (ताला बनाने वाले और मशीन टूल्स) की मात्रा और समय को स्वतंत्र रूप से निर्धारित करना आवश्यक है।
ऊपर गणना की गई श्रमिकों की संख्या और औद्योगिक मरम्मत की जटिलता की श्रेणियों को ध्यान में रखते हुए, टीम में 16 लोग होने चाहिए। कैलेंडर शेड्यूल बनाते समय, हम इस बात को ध्यान में रखते हैं कि काम के कुल समय को 16 टीम वर्कर्स (जिनमें से 11 लॉकस्मिथ, 5 मशीन ऑपरेटर हैं) में बांटा गया है।
तालिका ३.२. अनुसूचित मरम्मत की अवधि की गणना
|
मरम्मत वस्तु संख्या |
उपकरण पहचान |
उपकरण स्थान |
नियोजित मरम्मत अवधि |
|
|
क्रेन बीम |
(88+202,4)/1,9516=9,07 |
|||
|
(66+151,8)/1,9516=6,8 |
||||
|
कठोर |
(297+683,1)/1,9516=30,1 |
|||
|
उबाऊ |
(55+126)/1,9516=5,6 |
|||
|
स्टेकर क्रेन |
(23,1+52,8)/1,9516=2,37 |
|||
|
पिसाई |
(100,1+288,8)/1,9516=12 |
|||
|
चमकाने |
(33+75,9)/1,9516=3,4 |
|||
|
लंबवत ड्रिलिंग |
(46,2+105,6)/1,9516=4,7 |
|||
|
लंबवत ड्रिलिंग |
(42,35+96,8)/1,9516=4,3 |
|||
|
बिजली चढ़ाना |
(15,4+35,2)/1,9516=3,5 |
|||
|
किनारा |
(38,5+88)/1,9516=3,9 |
|||
|
बिजली चढ़ाना |
(4,4+8,8)/1,9516=0,4 |
|||
|
बिजली चढ़ाना |
(4,4+8,8)/1,9516=0,4 |
प्राप्त आंकड़ों के आधार पर, हम निम्नलिखित सिद्धांतों द्वारा निर्देशित एक ग्राफ बनाते हैं:
1. प्रत्येक मशीन की मरम्मत के लिए, मानक से अधिक श्रम तीव्रता के साथ मरम्मत की आवश्यकता के मामले में नियोजित मरम्मत की अवधि से अधिक समय छोड़ना आवश्यक है। इस समय को स्टैंडबाय टाइम कहा जाता है।
2. प्रत्येक नई मशीन को अगली पाली में या उसके दूसरे भाग से पहले सेवित किया जाना शुरू हो जाता है (यह आवश्यक है ताकि कार्यकर्ता अपने काम का परिणाम देख सके, और कार्यशाला क्षेत्र अतिभारित न हो)।
3. यदि, नियोजित गणना के अनुसार, मशीन की मरम्मत का समय शिफ्ट के बीच में समाप्त हो जाता है, लेकिन इसके आधे से अधिक नहीं होता है, तो इस दिन के शेष घंटों की संख्या को आरक्षित समय के रूप में लिया जाता है।
4. यदि मशीन की मरम्मत का समय एक पाली के बीच में समाप्त हो जाता है और उसके आधे से अधिक हो जाता है, तो दिन के शेष घंटे और अगली पाली के पहले भाग को आरक्षित समय के रूप में लिया जाता है।
5. यदि अप्रत्याशित मरम्मत नहीं होती है, तो इस दिन का उपयोग रखरखाव के लिए किया जाता है ताकि श्रमिक बेकार न रहें।
इन सिद्धांतों के आधार पर, जुलाई 2009 के लिए निर्धारित मरम्मत की अवधि के लिए एक कैलेंडर शेड्यूल बनाया गया था (चित्र 3.1 देखें)।
तो, अनुसूची कुछ मशीनों की मरम्मत की सटीक तिथियां और सेवा के दिनों को दर्शाती है। कार्यशाला में विभिन्न सेवाओं के उत्पादन के लिए मुफ्त घंटों का उपयोग किया जा सकता है।
मरम्मत की अवधि के लिए एक कैलेंडर अनुसूची का निर्माण, जो मरम्मत के लिए एक विशिष्ट प्रकार के उपकरणों की प्राप्ति को सुव्यवस्थित करेगा, कार्यशाला क्षेत्र को अत्यधिक कार्यभार से मुक्त करेगा, श्रमिकों को काम के समय को बेहतर ढंग से नेविगेट करने में सक्षम करेगा, जो उन्हें तेज गति से बचाएगा। माह के अंत में कार्य की मात्रा में वृद्धि होगी। इस अनुसूची की सहायता से, आप उत्पादन विभागों में उपकरणों की लोडिंग को अधिक स्पष्ट रूप से डिजाइन कर सकते हैं। सभी बारह महीनों के लिए इस शेड्यूल का निर्माण स्पष्ट रूप से वर्ष के दौरान डाउनटाइम दिनों को प्रतिबिंबित करेगा और महीनों तक मरम्मत के अधिक तर्कसंगत वितरण की अनुमति देगा, श्रमिकों के लिए सबसे वांछनीय छुट्टी का समय निर्धारित करेगा।
३.२ एक एकीकृत मरम्मत दल का संगठन
चूंकि एफएसयूई "कलुगाप्रिबोर" में सभी प्रकार की मरम्मत और कभी-कभी ओवरहाल रखरखाव यांत्रिक मरम्मत की दुकान द्वारा किया जाता है, दुकान के कर्मचारियों की गुणात्मक और मात्रात्मक संरचना और इसकी संगठनात्मक संरचना का बहुत महत्व है।
यह काम दुकान में एक जटिल मरम्मत टीम के गठन का प्रस्ताव करता है, जिसमें विभिन्न व्यवसायों के श्रमिक शामिल होंगे जो तकनीकी रूप से विविध कार्यों का एक जटिल प्रदर्शन करते हैं, जिसमें धातु और अन्य उपकरणों की सभी प्रकार की मरम्मत और रखरखाव शामिल है। इस प्रकार के ब्रिगेड को चुनने की उपयुक्तता को निम्नलिखित कारकों द्वारा समझाया गया है:
कलाकारों के एक समूह की एक साथ भागीदारी की आवश्यकता वाले परस्पर संबंधित कार्यों के एक परिसर का कार्यान्वयन;
अप्रत्याशित मरम्मत के कारण निरंतर मात्रा और कार्य का दायरा स्थापित करने में असमर्थता;
नियोजित मरम्मत और रखरखाव कार्य की नियोजित श्रम तीव्रता और जटिलता के आधार पर ब्रिगेड की संख्या, पेशेवर और योग्यता संरचना स्थापित की जाती है।
थीसिस के अध्याय 2 में, कर्मचारियों की आवश्यक संख्या निर्धारित की गई थी। गणना से पता चला कि 2009 के सबसे व्यस्त महीने में भी, मरम्मत और रखरखाव के कार्यान्वयन में 5 मशीन ऑपरेटरों और 11 मैकेनिकों को नियोजित किया जाना चाहिए। वे मरम्मत दल बनाते हैं।
वर्तमान में, कार्यशाला में 6 मशीन ऑपरेटर और मरम्मत और रखरखाव में लगे 15 मैकेनिक कार्यरत हैं, जो श्रमिकों की आवश्यक संख्या से 5 लोगों (1 मशीन ऑपरेटर और 4 लॉकस्मिथ) से अधिक है। इसलिए, न्यूनतम योग्यता श्रेणी के श्रमिकों की संख्या को कम करने की सिफारिश की जाती है, जो मध्यम और उच्च श्रेणी की जटिलता के उपकरणों के रखरखाव के अनुरूप नहीं है, या उन्हें मुख्य उत्पादन की दुकानों की मरम्मत की दुकान के आधार पर स्थानांतरित करने के लिए है। .
इस प्रस्ताव को प्रमाणित करने के लिए, पूर्ण और कम किए गए कर्मचारियों के लिए मजदूरी की तुलनात्मक गणना की गई थी।
वेज फंड को प्रतिशत बोनस को ध्यान में रखते हुए, एक मानक घंटे की पीसवर्क औसत प्रति घंटा लागत द्वारा नियोजित श्रम तीव्रता के उत्पाद के रूप में स्थापित किया जाता है। उपकरणों की मरम्मत और रखरखाव पर सभी प्रकार के कार्यों के लिए समय मानक मानक घंटों में निर्धारित किए जाते हैं। ये कार्य एक कार्य आदेश योजना के अनुसार किए जाते हैं, जो मासिक मरम्मत और रखरखाव कार्यक्रम के आधार पर तैयार की जाती है। ब्रिगेड के लिए एक नियोजित और भुगतान किया गया दस्तावेज़ एक मासिक कार्य योजना है। मासिक योजना-आदेश में, ब्रिगेड निर्धारित है:
मरम्मत और सेवित किए जा रहे उपकरणों के नाम और संख्या।
मरम्मत जटिलता की इकाइयों का योग,
मरम्मत का प्रकार और काम का औसत ग्रेड;
मानक घंटों में नियोजित श्रम तीव्रता;
रूबल में काम के प्रदर्शन के लिए मानक मजदूरी की राशि;
कार्य निष्पादन की अनुसूचित शर्तें;
कार्य आदेश भरते समय, काम की औसत टैरिफ श्रेणी उनके नाम और किसी दिए गए महीने में मरम्मत किए जाने वाले उपकरणों की जटिलता के आधार पर निर्धारित की जाती है।
तालिका 3.3। योजना-आदेश
प्रत्येक कर्मचारी के लिए, मासिक वेतन वेतन उसके द्वारा काम किए गए घंटों और निर्दिष्ट श्रेणी के अनुसार निर्धारित किया जाता है।
तालिका ३.४. कार्यरत ब्रिगेड की पूरी रचना के लिए मासिक वेतन आय (प्रति माह तारे का वेतन) की गणना
|
तारे का वेतन प्रति माह , रगड़ना। |
|||||
|
ताला बनाने वालों के लिए: |
|||||
तालिका 3.5. एक ब्रिगेड में श्रमिकों की कम संख्या के लिए मासिक वेतन आय (प्रति माह तारे का वेतन) की गणना
|
काम किया गया समय (F वास्तविक माह), h |
टैरिफ दर (घंटा i से), रगड़। |
तारे का वेतन प्रति माह , रगड़ना। |
|||
|
ताला बनाने वालों के लिए: |
|||||
श्रमिकों के वेतन में शामिल हैं:
मासिक टैरिफ आय;
टुकड़ा-कार्य ब्रेक-इन, लाभ के वितरण के गुणांक को ध्यान में रखते हुए अर्जित;
प्रीमियम वितरण गुणांक को ध्यान में रखते हुए प्रीमियम की गणना की जाती है।
गणना निम्नलिखित क्रम में की जाती है:
पीआरके एसडी। = ZP br -ZP tare.wt.month। , (3.2)
जहां पीआरके एसडी। - टुकड़ा कार्य ब्रिगेड आय।
आर.पी. - पीसवर्क ब्रिगेड वर्क-इन के वितरण का गुणांक।
ब्रिगेड बोनस (K RP) के वितरण के गुणांक की गणना की जाती है:
तालिका 3.6। ब्रिगेड में श्रमिकों की पूरी रचना के लिए मजदूरी की गणना
|
तारे का वेतन प्रति माह , रगड़ना। |
टुकड़ा काम की कमाई, रगड़। (के आरपी = 0.1) |
पुरस्कार, रगड़। (कश्मीर पीपी = ०.३३) |
वेतन, रूबी |
||
|
ताला बनाने वालों के लिए: |
|||||
तालिका 3.7. ब्रिगेड के कर्मचारियों की घटी हुई संरचना के लिए मजदूरी की गणना
|
तारे का वेतन प्रति माह , रगड़ना। |
टुकड़ा काम की कमाई, रगड़। (के आरपी = ०.३५) |
प्रीमियम, रगड़। (के आरपी = 0.4) |
वेतन, रूबी |
||
|
ताला बनाने वालों के लिए: |
|||||
|
मशीन ऑपरेटरों के लिए: |
|||||
इन गणनाओं से, यह निष्कर्ष निकाला जा सकता है कि इस तरह के उपाय से श्रमिकों के वेतन में औसतन 22.5% की वृद्धि होती है, जिससे उनके भौतिक प्रोत्साहन में वृद्धि होती है।
एक और सकारात्मक संकेतक प्रति कार्यकर्ता उत्पादन है:
जहां बी 1 ब्रिगेड की पूरी संरचना के साथ प्रति कर्मचारी आउटपुट है;
2 - कम टीम संरचना के साथ प्रति कार्यकर्ता उत्पादन;
एन 1, एन 2 - ब्रिगेड में श्रमिकों की संख्या;
टी मरम्मत कार्य की जटिलता है।
दुकान में श्रमिकों और इंजीनियरों की संख्या की पूर्व में की गई गणना के आधार पर, निम्नलिखित संगठनात्मक संरचना प्रस्तावित है:
चावल। ३.२. FSUE "कलुगप्रिबोर" में यांत्रिक मरम्मत की दुकान की नई संगठनात्मक संरचना
निष्कर्ष
उपकरण को अच्छे कार्य क्रम में बनाए रखने के लिए, मरम्मत कार्य करना, उपकरण की मरम्मत के लिए समय के नुकसान को कम करने की अनुमति देना, FSUE "कलुगप्रिबोर" की एक विशेष मरम्मत की दुकान है, जो सहायक उत्पादन के महत्वपूर्ण वर्गों में से एक है। कार्यशाला मुख्य और सहायक, उठाने और परिवहन और संयंत्र के अन्य उपकरणों की मरम्मत करती है। यांत्रिक मरम्मत की दुकान के मुख्य कार्य हैं: उपकरणों का ओवरहाल रखरखाव, समय पर मरम्मत और आधुनिकीकरण।
मरम्मत की दुकान की ख़ासियत मरम्मत में उपयोग की जाने वाली प्रक्रियाओं की अत्यंत विस्तृत विविधता में निहित है। इसलिए, उन कारखानों में नई तकनीकों की शुरूआत जो मरम्मत में विशिष्ट नहीं हैं, मुश्किल है। इसके लिए मरम्मत की दुकान में काम के संगठन में वृद्धि की आवश्यकता है और इस समय कारखाने के उपकरण के लिए बाहर से स्पेयर पार्ट्स प्राप्त करने का हिस्सा सबसे तर्कसंगत और संभव है।
कर्मचारियों की संख्या की गणना में काम के आयोजन की चुनी हुई विधि (केंद्रीकृत, विकेन्द्रीकृत, मिश्रित) का बहुत महत्व है। विधियों के बीच मुख्य अंतर यांत्रिक मरम्मत की दुकान और दुकान की मरम्मत के ठिकानों के बीच काम के वितरण में निहित है, जो श्रम की तीव्रता को कम या बढ़ाता है।
सबसे पहले, दुकान में एक एकीकृत मरम्मत टीम बनाने का प्रस्ताव है, जिसमें विभिन्न व्यवसायों के श्रमिक शामिल होंगे जो तकनीकी रूप से विविध कार्यों का एक जटिल प्रदर्शन करेंगे, जिसमें धातु और अन्य उपकरणों की सभी प्रकार की मरम्मत और रखरखाव शामिल होगा। एकीकृत ब्रिगेड के मुख्य लाभ हैं:
इसी तरह के दस्तावेज
सेवाओं की गुणवत्ता का आकलन करने के लिए अवधारणा और संकेतक। मरम्मत और निर्माण कंपनी की गतिविधियों का व्यापक विश्लेषण। कर्मियों की योग्यता में सुधार, वस्तुओं को संचालन और सफाई में लगाने के लिए एक नियंत्रण प्रणाली का आयोजन करके सेवाओं की गुणवत्ता में सुधार करना।
थीसिस, जोड़ा गया 06/15/2012
सैद्धांतिक पहलू, प्रकार, रूप और तरीके, उत्पादन के संगठन के रूपों का विकास। उद्यम के उत्पादन और आर्थिक गतिविधियों का विश्लेषण, प्रबंधन और उत्पादन की संरचना। उद्यम के मुख्य उत्पादन में सुधार के उपाय।
थीसिस, जोड़ा गया 05/25/2010
उत्पादन कार्यक्रम की गणना, उत्पादन के प्रकार का निर्धारण, उपकरण की आवश्यकता, मुख्य उत्पादन श्रमिकों की संख्या। दुकान प्रबंधन और वाहनों के साथ उत्पादन समर्थन के संगठन को बेहतर बनाने के तरीके।
टर्म पेपर, जोड़ा गया ०३/०२/२०१०
OJSC "Inprotechservice" की गतिविधि के लक्षण और मुख्य परिणाम। उत्पादन की मात्रा में वृद्धि और भू-संश्लेषण सामग्री के उत्पादन के लिए एक नई कार्यशाला के निर्माण के कारण उत्पादों के उत्पादन के संगठन की योजना में सुधार।
टर्म पेपर, जोड़ा गया 02/24/2014
ओजेएससी "एग्रोप्रोमट्रांस" के उदाहरण पर संगठन के उत्पादन, संगठनात्मक और प्रबंधन संरचनाओं में सुधार के लिए प्रस्तावों की दक्षता और विकास का मूल्यांकन। एक कृषि संगठन में संघर्ष प्रबंधन प्रणाली में सुधार करना।
परीक्षण, जोड़ा गया 01/18/2015
उत्पादन संगठन के प्रकार, रूपों और प्रकारों का विवरण। उत्पादन के आयोजन के इन-लाइन, बैच और व्यक्तिगत तरीकों की विशिष्ट विशेषताएं। उद्यम के सहायक और सेवा प्रभागों में उत्पादन के संगठन की विशेषताएं।
सार, जोड़ा गया 06/16/2010
सतत उत्पादन विधियों के संगठन के सामान्य प्रावधान। कार्यशालाओं की विशेषज्ञता के विषय रूप का विकास। इनलाइन उत्पादन उत्पादन प्रक्रियाओं के संगठन का एक प्रगतिशील रूप है। निरंतर उत्पादन के संगठन की विशेषता विशेषताएं।
परीक्षण, 06/03/2008 जोड़ा गया
सिद्धांत, रूप, उत्पादन के आयोजन के तरीके। उत्पादन कार्यक्रम की गणना, उपकरण की आवश्यकता, कार्यशाला का क्षेत्र और मुख्य उत्पादन श्रमिकों की संख्या। मरम्मत, उपकरण, गोदाम, परिवहन सुविधाओं का संगठन।
टर्म पेपर, जोड़ा गया ०३/०२/२०१०
एक बाजार अर्थव्यवस्था में मजदूरी का आर्थिक सार, इसके रूप। उद्यम एलएलसी "मरम्मत और परिवहन कंपनी" रियल में पारिश्रमिक प्रणाली का विश्लेषण। कर्मचारियों की प्रेरणा बढ़ाने के लिए सामग्री विधियों के उपयोग के प्रस्तावों का कार्यान्वयन।
थीसिस, जोड़ा गया 07/01/2014
उत्पादन संगठन के प्रकार: सार, अवधारणा और तुलनात्मक विशेषताएं। उत्पादन के आयोजन की धारावाहिक प्रकार की बैच विधि की विशेषताएं और फायदे। उत्पादन के संगठन की आर्थिक दक्षता बढ़ाने की मुख्य दिशाएँ।
हम इस सामग्री को उपलब्ध कराने के लिए स्प्रिंगबोर्ड के सक्सेस पत्रिका एनपीओ सैटर्न के संपादकीय कर्मचारियों के आभारी हैं।
उद्यमों के अस्तित्व के कई वर्षों के लिए, यह प्रथा विकसित हुई है कि मुख्य मैकेनिक का प्रधान कार्यालय संयंत्र में बनाया गया है, और दुकानों में उपकरणों की मरम्मत और रखरखाव के लिए स्वतंत्र सेवाओं का आयोजन किया जाता है। साथ ही, ऐसी सेवाओं का प्रबंधन सीधे दुकान के मुखिया या उसके डिप्टी द्वारा और मुख्य मैकेनिक द्वारा कार्यात्मक रूप से किया जाता है। दुकानों में, उनके उपकरणों के लिए स्पेयर पार्ट्स के गोदामों का आयोजन किया जाता है, उपकरणों की मरम्मत के लिए कर्मियों की भर्ती की जाती है, और उनके स्वयं के मरम्मत कार्यक्रम बनाए जाते हैं, जो उनके अपने लोगों द्वारा किए जाते हैं। और इसलिए यह कई वर्षों तक चला, जब तक कि उन्नत उपकरण दिखाई नहीं दिए, जो एक परिचित मशीन की तुलना में "तारों के साथ कैबिनेट" जैसा दिखता है। और जितनी अधिक ऐसी मशीनें हैं, उन्हें बनाए रखना उतना ही कठिन है ...
नई विनिर्माण प्रौद्योगिकियों और उत्पाद की गुणवत्ता की आवश्यकताओं के लिए भी पूरी तरह से नए प्रकार के उपकरणों की आवश्यकता होती है। बेशक, इस उपकरण के लिए विशेषज्ञों की भर्ती करना या प्रत्येक कार्यशाला में श्रमिकों को प्रशिक्षित करना संभव था। लेकिन उन्हें अभी भी खोजने की जरूरत है!
और यह केवल उन समस्याओं में से एक है जिसका सामना JSC UEC-Perm Motors के मुख्य मैकेनिक की सेवा को करना पड़ा। आखिरकार, पीडी -14 इंजन के बड़े पैमाने पर उत्पादन की तैयारी की शुरुआत के साथ, न केवल प्राप्त उपकरणों की मात्रा में वृद्धि हुई है, बल्कि इसकी जटिलता भी बढ़ी है। नई विनिर्माण प्रौद्योगिकियों और उत्पाद की गुणवत्ता की आवश्यकताओं के लिए भी पूरी तरह से नए प्रकार के उपकरणों की आवश्यकता होती है। बेशक, इस उपकरण के लिए विशेषज्ञों की भर्ती करना या प्रत्येक कार्यशाला में श्रमिकों को प्रशिक्षित करना संभव था। लेकिन उन्हें अभी भी खोजने की जरूरत है!
साथ ही, खरीदे गए उपकरणों के लिए मरम्मत भागों का अपना फंड बनाना भी आवश्यक है। और इसलिए हर दुकान में ... मुख्य मैकेनिक की सेवा के लिए यह नंबर दो समस्या बन गई है।
और स्थिति इस तथ्य से बढ़ गई थी कि दुकानों में विफलता के लगभग कोई आंकड़े नहीं रखे गए थे, डाउनटाइम दर्ज नहीं किया गया था, उपकरण के लिए उपलब्ध स्पेयर पार्ट्स के लेखांकन का उल्लंघन किया गया था और निकट भविष्य में आवश्यक कोई स्पष्ट जानकारी नहीं थी।
और उत्पादन की मात्रा में वृद्धि के सामने, मरम्मत के कारण हर घंटे उपकरण डाउनटाइम अधिक से अधिक संवेदनशील था। और आगे, उभरते "काम" की मात्रा में वृद्धि का सामना करना उतना ही कठिन था। और इसलिए यह तब तक चलता रहा जब तक कि उपकरण रखरखाव और मरम्मत की मौजूदा प्रणाली का सामना करना बंद नहीं हो गया।
खरोंच से सब कुछ बनाना आवश्यक था। ये उपकरण के रखरखाव की योजना बनाने, मशीनों की विफलता की स्थिति में मुख्य मैकेनिक की सेवा के साथ परिचालन संचार के निर्माण, स्पेयर पार्ट्स के एक प्रबंधित स्टॉक का संगठन, मरम्मत क्षमताओं के गठन और बहाली की प्रक्रियाएँ हैं। अपना"।
वर्तमान स्थिति का विश्लेषण
दुकानों के अंदर उपकरणों के रखरखाव पर काम के संगठन के विश्लेषण ने इसकी कमियों को दिखाया। सबसे पहले, दुकान के अंदर क्या काम और किस मात्रा में किया जाना चाहिए और जब किसी ठेकेदार को मशीन देना आवश्यक हो, तो इसके बारे में कोई विशिष्ट नियम नहीं हैं। दूसरे, दुकान सेवाएं केवल उन कार्यों को करती हैं जो वर्तमान समय में स्पेयर पार्ट्स की उपलब्धता के आधार पर किए जा सकते हैं। तीसरा, जैसा कि पहले उल्लेख किया गया है, किए गए कार्य को कहीं भी दर्ज नहीं किया जाता है, और मरम्मत के मामलों की पहचान केवल स्पेयर पार्ट्स की खरीद के मामले में या ठेकेदार से एक निश्चित अपील के साथ की जा सकती है।
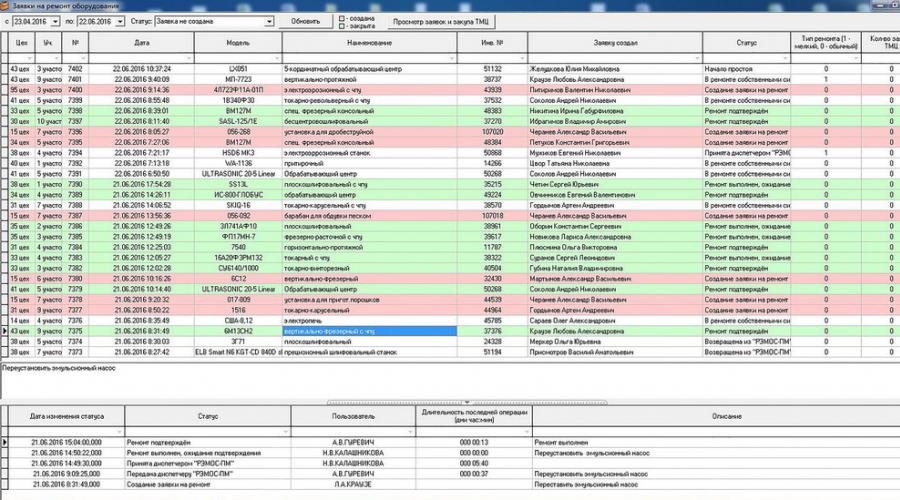
उपकरण विफलता के बारे में चेतावनी प्रणाली बनाने के लिए, मौजूदा एडब्ल्यूपी "उपकरण मरम्मत के लिए अनुरोध" को संशोधित करने का निर्णय लिया गया था। पहले, सक्षम सेवाओं को सूचित करने के लिए, उत्पादन फोरमैन को एक दुकान मैकेनिक को ढूंढना पड़ता था, फिर मैकेनिक के सेवा कर्मचारियों की प्रतीक्षा करनी पड़ती थी, समस्या को कलाकारों तक पहुंचाना होता था, जिसके परिणामस्वरूप, कई घंटों की शिफ्ट तक ले जाया जाता था।
उपकरण विफलता के आँकड़े और विफलताओं के कारण
फिलहाल, आपात स्थिति या नियोजित रखरखाव की स्थिति में, उत्पादन फोरमैन के लिए उपकरण की स्थिति पर एक निशान लगाने के लिए पर्याप्त है और फिर पूरी प्रक्रिया उसकी भागीदारी के बिना होती है। उसी समय, स्वचालन के कारण, विफलता के प्रत्येक मामले के लिए आंकड़े एकत्र करना संभव हो गया, किन कारणों से एक विशेष मशीन बंद हो जाती है, और पहले से ही प्रत्येक उपकरण के लिए आवश्यक प्रकार की मरम्मत की योजना बना रही है।


डाउनटाइम और उपकरण मरम्मत की वर्तमान स्थिति के लिए लेखांकन
मौजूदा संसाधनों का अनुकूलन
इस चरण का मुख्य कार्य उपकरण को कार्य क्रम में बनाए रखने के लिए मौजूदा संसाधनों का आकलन करना था। प्रत्येक कार्यशाला में, स्पेयर पार्ट्स की एक सूची आयोजित की गई और एक विश्लेषण किया गया। यह ध्यान दिया जाना चाहिए कि, इन्वेंट्री के साथ-साथ, स्पेयर पार्ट्स के लिए एकल गोदाम को व्यवस्थित करने का काम किया गया था। उस समय, इसने मशीन टूल्स के लिए अत्यधिक दुर्लभ भागों की आवश्यकता को कम करना संभव बना दिया। जब सारी जानकारी एकत्र की गई, तो यह पता चला कि उस समय आवश्यक अधिकांश स्पेयर पार्ट्स पड़ोसी की दुकानों में थे, और यहां तक कि अक्सर दुकानों के गोदामों में मशीनों के लिए पुर्जे थे जो पहले से ही इसमें लिखे गए थे। दुकान।
एक समान रूप से महत्वपूर्ण कार्य मौजूदा स्टाफिंग का आकलन करना था ...

क्षमा करें, यह सामग्री केवल निर्माण प्रबंधन समुदाय के सदस्यों के लिए ही संपूर्ण रूप से उपलब्ध है।
आप पंजीकरण कर सकते हैं और साइट पर प्रकाशित विशेष विश्लेषणात्मक, पद्धति और अनुवादित सामग्री तक पहुंच प्राप्त कर सकते हैं।
भागीदारी कई अतिरिक्त अवसर भी प्रदान करती है।
हां। कोसिनोव, ए.ए. रोमानोव, यू.वी. ट्रोफ़िमोव
(JSC "सेंट्रल डिज़ाइन ब्यूरो Energoremont", JSC "रूस का RAO UES")
1. वस्तुओं की मरम्मत में सुधार के लिए कार्यों का विवरण
बिजली उद्योग
रखरखाव और मरम्मत में सुधार के लिए मूलभूत मानदंड ऊर्जा उत्पादन के अंतिम लक्ष्यों को पूरा करना चाहिए - उपभोक्ताओं को ऊर्जा आपूर्ति की विश्वसनीयता सुनिश्चित करने के लिए।
व्यक्तिगत उत्पादन कंपनियों के स्तर पर, अंतिम लक्ष्यों को तदनुसार विभेदित किया जाता है। इस संबंध में, ऊर्जा उत्पादन के अंतिम लक्ष्यों का एक माध्यमिक समूह प्रकट होता है - ऊर्जा उत्पादकों की प्रतिस्पर्धा सुनिश्चित करना।
ये सभी लक्ष्य परस्पर जुड़े हुए हैं और उनकी राष्ट्रीयता और सामाजिक-आर्थिक संरचना को ध्यान में रखे बिना विद्युत सुविधाओं की मरम्मत में सुधार के लिए कार्यों के गठन का आधार बनते हैं।
ऊर्जा मरम्मत उत्पादन में सुधार के लिए प्राथमिक मानदंडों के प्रावधान में भार सहन करने के लिए ऊर्जा स्रोतों के उच्च तत्परता संकेतक प्राप्त करने की इच्छा शामिल होनी चाहिए।
विश्वसनीयता सिद्धांत के क्षेत्र में ऐसे संकेतक जटिल माने जाते हैं। दी गई अवधि की ज्ञात सामग्री के बावजूद, ऊर्जा उत्पादकों और उपभोक्ताओं के बीच संबंधों के क्षेत्र में, इस तरह की अवधारणा का उपयोग आमतौर पर एक संकेतक के रूप में किया जाता है जो शेयरों और अन्य प्रतिभूतियों को बेचते समय ऊर्जा कंपनियों की रेटिंग को प्रभावित करने में सक्षम होता है। मूल रूप से, ऐसे रिश्ते उत्तरी अमेरिका के देशों में स्वीकार किए जाते हैं।
ऊर्जा मरम्मत उत्पादन में सुधार के लिए अधिक सांसारिक मानदंडों के प्रावधान में बिजली और तापीय ऊर्जा के लिए टैरिफ के मरम्मत घटक के निचले संकेतकों को प्राप्त करने की इच्छा शामिल होनी चाहिए। उत्तरार्द्ध टैरिफ के सशर्त रूप से निरंतर घटक को कम करता है और ऊर्जा कंपनियों की प्रतिस्पर्धात्मकता को बढ़ाने में भी मदद करता है।
तकनीकी रखरखाव और मरम्मत में सुधार के लिए संकेतित मानदंड, निश्चित रूप से संपूर्ण नहीं माना जा सकता है, हालांकि, उनके आधार पर, घरेलू ऊर्जा उत्पादन के क्षेत्र में अधिक विशिष्ट कार्यों के लिए कुछ आवश्यक शर्तें तैयार करना संभव है।
90 के दशक की शुरुआत से, प्रसिद्ध परिस्थितियों के कारण, घरेलू विद्युत ऊर्जा उद्योग ने ऊर्जा उत्पादन में गिरावट के चरण में प्रवेश किया है। कमांड और कंट्रोल सिस्टम के कमजोर होने के साथ-साथ उभरते हुए भंडार ने कई नकारात्मक अभिव्यक्तियों को जन्म दिया। वे विभिन्न प्रकार की मरम्मत में बिजली उपकरणों के डाउनटाइम की अवधि में वृद्धि के साथ-साथ रखरखाव और मरम्मत लागत में अप्रत्याशित वृद्धि में परिलक्षित हुए थे।
ऊर्जा की मरम्मत की दक्षता में कमी के लिए बाहरी पूर्वापेक्षाएँ महत्वपूर्ण थीं, लेकिन प्रमुख नहीं थीं। संचालन में उपकरणों की उम्र बढ़ने के आर्थिक और भौतिक पहलुओं द्वारा नकारात्मक प्रक्रियाओं का आधार बनाया गया था।
उभरती हुई नकारात्मक प्रवृत्तियों का समय पर अध्ययन किया गया और उनके परिणामों पर काफी हद तक काबू पा लिया गया। ऊर्जा मरम्मत उत्पादन में सुधार के लिए प्रस्तावित परियोजना ने मौजूदा राज्य मानकों की मौजूदा प्रणाली, राज्य खनन और तकनीकी पर्यवेक्षण के नियामक दस्तावेजों, तकनीकी संचालन नियमों और बिजली संयंत्रों और नेटवर्क के उपकरणों, भवनों और संरचनाओं के रखरखाव और मरम्मत के आयोजन के नियमों का उल्लंघन नहीं किया। . इसका सार कैलेंडर के संदर्भ में एक ही प्रकार के चक्रों में मरम्मत चक्रों से संक्रमण को व्यवस्थित करना था, लेकिन विशिष्ट प्रकार के मुख्य उपकरणों के लिए ओवरहाल अवधि में पहले से प्राप्त परिचालन समय को ध्यान में रखते हुए। अन्य शर्तें अपरिवर्तित रहीं, जिसमें बिजली इकाइयों के सभी प्रकार के उपकरणों के लिए एक साथ प्रमुख और मध्यम मरम्मत का निष्पादन शामिल था, जो स्वाभाविक रूप से, मरम्मत लागत और उपकरण डाउनटाइम में कमी में योगदान नहीं देता था।
ऊर्जा मरम्मत उत्पादन में सुधार के लिए विकसित परियोजना के कार्यान्वयन के परिणामस्वरूप, मरम्मत चक्रों के नियमन की एक सख्त प्रणाली से मरम्मत की प्रणाली में एक नरम संक्रमण किया गया था, जिसमें ओवरहाल अवधि के भीतर पहले से प्राप्त परिचालन समय को ध्यान में रखा गया था।
ओवरहाल जीवन के आकलन के अनुभवजन्य दृष्टिकोण के बावजूद, टीपीपी बिजली उपकरणों के तकनीकी निदान की गैर-औपचारिक प्रक्रियाओं का अध्ययन करने के लिए पहला कदम उठाया गया था।
इन विकासों को मार्गदर्शन दस्तावेज़ आरडी 34.20.601-96 "एक निर्दिष्ट ओवरहाल जीवन के साथ मरम्मत चक्र के आधार पर टीपीपी के बिजली इकाइयों और बिजली संयंत्रों के रखरखाव और मरम्मत की प्रणाली में सुधार के लिए पद्धति संबंधी दिशानिर्देश" में निहित किया गया था।
एक निर्दिष्ट ओवरहाल जीवन के साथ मरम्मत के लिए एक "नरम" संक्रमण को नवाचारों के कार्यान्वयन में पहले से प्रचलित प्रशासनिक संसाधन के स्तर में मामूली कमी के रूप में समझा जाना चाहिए। यह माना गया था कि प्रस्तावित सुधारों के कार्यान्वयन पर पावर ग्रिड को स्वतंत्र रूप से निर्णय लेना चाहिए। यह घरेलू विद्युत ऊर्जा उद्योग के बाजार संबंधों के लिए निकटतम संक्रमण की प्राकृतिक अपेक्षाओं को दर्शाता है।
प्रतीकात्मक अपेक्षाओं के बावजूद जो अब तक पूरी नहीं हुई हैं, जिसके कारण विकसित उपायों का केवल आंशिक कार्यान्वयन हुआ, सामान्य तौर पर, टीपीपी के भार को सहन करने के लिए तत्परता संकेतकों को स्थिर करना संभव था। हालांकि, रखरखाव और मरम्मत की लागत में वृद्धि को दूर करना संभव नहीं था।
यहां, कुछ हद तक, कमांड-प्रशासनिक प्रणाली का मूल कारक प्रकट हुआ था - पहले से प्राप्त संकेतकों के आधार पर नियोजन लागत। भौतिक मात्रा में वृद्धि हुई है - लागत में वृद्धि हुई है। यदि अतिरिक्त भौतिक मात्रा को साबित करना संभव है, तो अंतिम उत्पाद के लिए टैरिफ का मरम्मत घटक तदनुसार बढ़ जाता है।
यह मरम्मत के अतिरिक्त भौतिक संस्करणों को मानक वाले "सुपरटाइप" के रूप में वर्गीकृत करने के लिए प्रथागत है। उन्हें बदली जा सकने वाली घिसी-पिटी इकाइयों के रूप में प्रयुक्त सामग्री, स्पेयर पार्ट्स और आवश्यक संरचनात्मक तत्वों की काफी अधिक सामग्री की विशेषता है और अक्सर टैरिफ के मरम्मत घटक के मूल्य निर्धारण में प्रमुख होते हैं।
इस संबंध में, मरम्मत के दौरान उपकरण डाउनटाइम के समय संकेतकों और उनके लिए पर्याप्त लागतों के बीच स्थिर सहसंबंध स्थापित करना हमेशा संभव नहीं होता है।
इसी समय, सभी प्रकार की मरम्मत में वार्षिक उपकरण डाउनटाइम को स्थिर करने की समस्याओं को हल करना काफी पारदर्शी और सहसंबद्ध निकला। विशिष्ट उपकरणों या उपकरणों के समूह के लिए डाउनटाइम में वृद्धि को ओवरहाल अवधि में वृद्धि से ऑफसेट किया गया था, जिससे प्रमुख और मध्यम मरम्मत के लिए सालाना निकाले जाने वाले उपकरणों की हिस्सेदारी में कमी आई थी।
नतीजतन, भार वहन करने के लिए ऊर्जा स्रोतों की तत्परता के संकेतक बढ़ी हुई मरम्मत लागत पर ज्ञात डेटा से स्वतंत्र हो गए और विद्युत ऊर्जा उद्योग के स्थिर संचालन को सुनिश्चित किया।
बाद के अध्ययनों से पता चला है कि ऊर्जा उत्पादन के क्षेत्र में केवल बाजार संबंध ही बिजली सुविधाओं के रखरखाव और मरम्मत की लागत को कम करने के प्रयास के लिए आवश्यक शर्तें बना सकते हैं।
अगली अपेक्षाओं का आर्थिक साधन ऊर्जा कंपनियों के बीच प्रतिस्पर्धी संबंध होना चाहिए, और कार्यात्मक उपकरण तकनीकी स्थिति के आधार पर मरम्मत के लिए संक्रमण होना चाहिए।
तकनीकी स्थिति की मरम्मत की एक प्रणाली विकसित करते समय, यह ध्यान में रखा जाना चाहिए कि प्रारंभिक चरण में घरेलू विद्युत ऊर्जा उद्योग में विश्वसनीयता संकेतक हैं जो विदेशी समकक्षों के लिए पर्याप्त हैं, और किसी भी नवाचार को पर्याप्त रूप से शोध किया जाना चाहिए और उचित होना चाहिए ताकि उनकी बदनामी न हो। गुण।
यह भी ध्यान दिया जाना चाहिए कि हमारा बिजली उद्योग एक असामान्य आर्थिक स्थान में काम करता है। सामग्री और मैकेनिकल इंजीनियरिंग उत्पादों की कीमतें दुनिया की कीमतों के करीब हैं। घरेलू बाजार की स्थितियों के अनुसार दुनिया के विपरीत अनुपात में ईंधन की कीमतों को कृत्रिम रूप से कम किया जाता है। बिजली और गर्मी के लिए विनियमित टैरिफ आर्थिक असंतुलन के केंद्र का प्रतिनिधित्व करते हैं। ऐसी स्थितियों में, किसी को भी किसी नियमितता के प्रकटीकरण पर भरोसा नहीं करना चाहिए जो उत्पादन लागत के मरम्मत घटक में परिवर्तन को प्रभावित करता है।
इस स्थिति में, विभिन्न भौतिक मात्राओं, मात्रात्मक और गुणात्मक संकेतकों, जैसे विश्वसनीयता, दक्षता आदि के संकेतकों के साथ अधिक से अधिक काम करना समीचीन लगता है।
2. मरम्मत में और सुधार के लिए शुरुआती शर्तें
सर्विस। व्यक्ति में परिवर्तन का मध्यम अवधि का पूर्वानुमान
टीपीपी उपकरण की स्थिति की विशेषताएं
मरम्मत अर्थशास्त्र के क्षेत्र में ताप बिजली उद्योग की वर्तमान स्थिति का आकलन करते हुए, यह ध्यान दिया जा सकता है कि 12 वर्षों में (1987 से) टीपीपी के लिए मरम्मत की विशिष्ट स्थापित क्षमता लागत में 24% की कमी आई है, जबकि टीपीपी के लिए संघीय स्तर पर उनमें 2% की वृद्धि हुई है।
इसी अवधि के दौरान, टीपीपी के लिए यूनिट की मरम्मत की लागत में कुल मिलाकर 27% की वृद्धि हुई, जिससे उत्पादन में कमी आई, एओ-एनर्जो टीपीपी में 23% और संघीय स्तर के टीपीपी में 73% की वृद्धि हुई।
इसी समय, स्थापित क्षमता के उपयोग के घंटों की संख्या में 1.48 गुना की कमी आई।
1999 से 2001 की अवधि के दौरान, संघीय स्तर के टीपीपी की मरम्मत क्षमता की प्रति 1 किलोवाट प्रति यूनिट लागत 3.53 गुना बढ़ गई।
उपरोक्त आंकड़े अर्थव्यवस्था की प्रतिकूल स्थिति की गवाही देते हैं।
वाहनों के उपयोग की दक्षता परिवहन प्रक्रिया के संगठन की पूर्णता पर निर्भर करती है और वाहनों के गुणों को कुछ सीमाओं के भीतर रखने के लिए आवश्यक कार्यों को करने की उनकी क्षमता को दर्शाने वाले मापदंडों के मूल्यों को बनाए रखना है। कार के संचालन के दौरान, पहनने, जंग, भागों को नुकसान, सामग्री की थकान आदि के कारण इसके कार्यात्मक गुण धीरे-धीरे खराब हो जाते हैं। कार में विभिन्न खराबी दिखाई देती हैं, जो इसके उपयोग की दक्षता को कम करती हैं। दोषों की उपस्थिति और उनके समय पर उन्मूलन को रोकने के लिए, कार को रखरखाव (एमओटी) और मरम्मत के अधीन किया जाता है।
उद्यम में रखरखाव स्वयं ड्राइवरों द्वारा किया जाता है और, यदि आवश्यक हो, रखरखाव ताला द्वारा। मरम्मत का अनुरोध ऑटो मरम्मत की दुकान (एडब्ल्यूएस) के प्रमुख के पास जाता है, जो ताला बनाने वालों को एक विशेष रखरखाव क्षेत्र में निर्देशित करता है। वर्तमान स्थिति में, उद्यम में रखरखाव लगातार रखरखाव की आवृत्ति में नहीं देखा जाता है। एडब्ल्यूएस में रखरखाव के संगठन के लिए आवश्यकताओं के विपरीत, तकनीकी नियंत्रण विभाग द्वारा सेवित वाहनों की कोई नियंत्रण परीक्षा नहीं है। एक नियम के रूप में, मरम्मत के साथ कारों को रखरखाव के लिए भेजा जाता है, यही वजह है कि निर्धारित समय से अधिक समय तक सेवा क्षेत्र में कारें बेकार रहती हैं, जिससे मरम्मत उत्पादन की लय बाधित होती है। ईंधन भरने, इंजन बदलने और ट्रांसमिशन तेलों को आदिम तरीकों से किया जाता है, जो मूल्यवान तेल उत्पादों के नुकसान, स्वच्छता मानकों के उल्लंघन, अग्नि सुरक्षा आवश्यकताओं, साथ ही साथ सामान्य रूप से श्रम सुरक्षा आवश्यकताओं में योगदान देता है। इसके अलावा, ऐसा कार्य संगठन उनके पुनर्जनन और पुन: उपयोग के लिए अपशिष्ट तेलों के सामान्य संग्रह को रोकता है।
रखरखाव क्षेत्र में और मरम्मत बॉक्स में, प्राकृतिक और कृत्रिम प्रकाश व्यवस्था, साथ ही तापमान शासन, अनुमेय मानकों से काफी नीचे है। कृत्रिम वेंटिलेशन की कमी से परिसर में एक मजबूत गैस संदूषण होता है। यह सुरक्षा मानकों का भी उल्लंघन है। स्पेयर पार्ट्स की एक छोटी राशि मरम्मत के लिए वाहनों के लंबे समय तक डाउनटाइम की ओर ले जाती है। तो, रोलिंग स्टॉक के रखरखाव और मरम्मत का खराब संगठन मुख्य रूप से निम्नलिखित में प्रकट होता है: अनुभागों पर सीधे रखरखाव और मरम्मत समय मानदंडों की कमी; मशीनीकरण का अपर्याप्त स्तर; कुछ सुरक्षा आवश्यकताओं का पालन न करना, विशेष रूप से - औद्योगिक परिसर की अपर्याप्त रोशनी और रखरखाव क्षेत्र में कृत्रिम वेंटिलेशन की कमी। रोलिंग स्टॉक की पर्याप्त परिचालन विश्वसनीयता सुनिश्चित करने में कारों की महत्वपूर्ण भूमिका को ध्यान में रखते हुए और उद्यम की गतिविधियों के उपरोक्त विश्लेषण को ध्यान में रखते हुए, निम्नलिखित निष्कर्ष निकाला जाना चाहिए। रोलिंग स्टॉक के रखरखाव और वर्तमान मरम्मत के मौजूदा संगठन में सुधार की आवश्यकता है। उद्यम के उत्पादन और तकनीकी सेवा के संगठन में सुधार के उपायों को विकसित करना आवश्यक है।
काम की मात्रा के आधार पर, वाहन रखरखाव प्रवाह या डेड-एंड विधि द्वारा किया जाता है। प्रत्येक पोस्ट पर वाहन के ठहरने की अलग-अलग अवधि के लिए एक डेड-एंड विधि (सार्वभौमिक डेड-एंड पोस्ट पर) द्वारा रखरखाव का संगठन उचित है। इस पद्धति के नुकसान में चेकपॉइंट पर वाहन को स्थापित करने और इसे छोड़ने के लिए समय की एक महत्वपूर्ण हानि, पैंतरेबाज़ी के दौरान निकास गैसों के साथ वायु प्रदूषण और बड़ी संख्या में समान उपकरणों का उपयोग करने की आवश्यकता शामिल है।
रखरखाव के आयोजन की इन-लाइन विधि काम के एक निश्चित समय के साथ एक निश्चित क्रम में विशेष कार्य स्टेशनों पर काम के निष्पादन के लिए प्रदान करती है। यह विधि आपको चलती वाहनों और श्रमिकों के एक पद से दूसरे स्थान पर स्थानांतरण के साथ-साथ उत्पादन कक्ष के क्षेत्र का अधिक आर्थिक रूप से उपयोग करने के लिए समय के नुकसान को कम करने की अनुमति देती है। रखरखाव के आयोजन की इन-लाइन पद्धति का नुकसान कार्यस्थलों पर काम की मात्रा को बदलने की जटिलता है।
कार रखरखाव संचालन तकनीकी तकनीकी परिचालन चार्ट के अनुसार किया जाता है। वे ऑपरेशन के नाम का संकेत देते हैं, अर्थात्। इसके कार्यान्वयन के लिए समय की शर्तें और मानदंड, उपयोग किए गए उपकरण और उपकरण, कार्यकर्ता की विशेषता, ऑपरेशन का पद और सेवा बिंदुओं की संख्या। पोस्ट तकनीकी मानचित्र इकाई या इकाई के नियंत्रण, समायोजन और स्नेहन पर कार्य करने के लिए डिज़ाइन किए गए हैं।
उत्पादन लाइनों पर कारों के रखरखाव के दौरान, वे एक नक्शा भरते हैं - पदों पर श्रमिकों की नियुक्ति का एक आरेख। नक्शा - आरेख में श्रमिकों की संख्या, प्रति पारी सर्विस लाइन की उत्पादकता और गार्ड तकनीकी मानचित्रों के डेटा के बारे में जानकारी होती है।
TO उत्पादन का संगठन ब्रिगेड या ब्रिगेड-विभागीय हो सकता है। संगठन के एक ब्रिगेड रूप के साथ, ब्रिगेड इस प्रकार की सेवा के भीतर सभी मशीन इकाइयों पर काम करते हैं। रखरखाव के संगठन के ब्रिगेड-विभागीय रूप के साथ, संबंधित इकाइयों के सभी रखरखाव कार्य व्यक्तिगत उत्पादन क्षेत्रों में किए जाते हैं। एटीपी के कार्य कार्यक्रम के आधार पर, विभिन्न उद्देश्यों के लिए विभिन्न उत्पादन स्थलों की स्थापना की जाती है। एटीपी के एक छोटे से कार्य कार्यक्रम के साथ, एक साइट पर कई प्रकार की इकाइयों की सेवा करना संभव है।
प्रबंधन की सुविधा के लिए, सभी एटीपी में अनुभागों या टीमों को निम्नलिखित प्रकार के कार्यों के लिए उत्पादन परिसरों में जोड़ा जा सकता है: मशीनों का रखरखाव और उनकी तकनीकी स्थिति का निदान; कारों पर सीधे वर्तमान मरम्मत; वाहनों से हटाए गए इकाइयों, विधानसभाओं और भागों की वर्तमान मरम्मत।
मरम्मत आधार में सुधार के लिए मुख्य दिशाएँ हैं:
अनुसूचित निवारक रखरखाव की प्रणाली में सुधार, जो सटीक पर्यवेक्षण और उपकरण संचालन की समय पर रोकथाम प्रदान करेगा, जो बदले में इसकी उत्पादकता में वृद्धि करेगा, टर्नअराउंड समय में वृद्धि करेगा।
मानक तकनीकी प्रक्रियाओं के विकास के साथ-साथ सामग्री समर्थन सहित मरम्मत की तकनीकी तैयारी में सुधार।
उनके मूल्यह्रास की डिग्री और आवश्यक मरम्मत लागत के आधार पर, खराब हो चुके भागों को बदलने के लिए इष्टतम समय का निर्धारण।
तकनीकी परिवहन की दुकानों और दुकान की मरम्मत सेवाओं को यथासंभव विशिष्ट होना चाहिए, आधुनिक उपकरणों से लैस होना चाहिए जो प्रगतिशील प्रौद्योगिकी, उत्पादन संगठन के उन्नत रूपों, उत्पादन प्रक्रियाओं के मशीनीकरण और स्वचालन का उपयोग करना संभव बनाता है।
चालक दल के सदस्यों के बीच काम के सही वितरण द्वारा मरम्मत कर्मचारियों का प्रदर्शन सुनिश्चित किया जाना चाहिए।
मरम्मत के लिए वाहन के डाउनटाइम को कम करने के लिए, एक नोडल मरम्मत पद्धति का उपयोग किया जाना चाहिए। विधि का सार इस तथ्य में निहित है कि मरम्मत की आवश्यकता वाली इकाइयों और तंत्रों को हटा दिया जाता है और नए या पूर्व-मरम्मत वाले लोगों के साथ बदल दिया जाता है।
मरम्मत बक्से में प्रकाश व्यवस्था और तापमान की स्थिति में सुधार करना भी आवश्यक है। स्पेयर पार्ट्स की तेजी से डिलीवरी की जरूरत है।
यूई "पॉलीमरप्रोम" की मरम्मत सुविधाओं के विश्लेषण का उद्देश्य इस क्षेत्र में उपलब्धियों और कमियों की पहचान करना है, ताकि कमियों को खत्म करने के तरीकों की रूपरेखा तैयार की जा सके और संयंत्र में पीएम प्रणाली में सुधार के उपाय किए जा सकें।
यूई "पोलिमरप्रोम" की मरम्मत सुविधाओं में सुधार की मुख्य दिशाएँ हैं:
1. केंद्रीकृत विशेष उपकरण मरम्मत का संगठन। यह स्थिति संभव है यदि उपकरण आपूर्तिकर्ता का सेवा केंद्र है, क्योंकि 70% से अधिक उपकरण विदेशी निर्मित हैं।
2. उपकरणों के लिए स्पेयर पार्ट्स के विशेष उत्पादन का संगठन। यह संभव लगता है, उपकरणों के लिए स्पेयर पार्ट्स के निर्माण की लागत को कम करने और उनकी गुणवत्ता में सुधार करने के लिए, कई मशीन-टूल और मरम्मत उद्यमों से एक निर्माता (ओं) के लिए निविदा खोज करने के लिए जो कि रेंज का उत्पादन करने में सक्षम हैं मरम्मत के लिए आवश्यक भागों।
3. उपकरण के अनुसूचित निवारक रखरखाव की प्रणाली के उद्यम में और सुधार, जो सटीक पर्यवेक्षण और उपकरण संचालन की समय पर रोकथाम प्रदान करेगा, जो बदले में इसकी उत्पादकता में वृद्धि करेगा, टर्नअराउंड समय में वृद्धि करेगा।
4. मानक तकनीकी प्रक्रियाओं के विकास के साथ-साथ सामग्री समर्थन सहित मरम्मत की तकनीकी तैयारी में सुधार।
उद्यम के छोटे आकार के कारण, यूई पोलिमरप्रोम की मरम्मत सेवा भी आकार में सीमित है। इसलिए, उद्यम में एक ऑपरेटिंग केंद्रीकृत मरम्मत सेवा होना सही लगता है जो सर्विसिंग और मरम्मत उपकरण के सभी कार्यों को करता है।
मरम्मत सेवा के कर्मचारियों के संबंध में, पारिश्रमिक की समय-बोनस प्रणाली लागू होती है। पारिश्रमिक का यह रूप पर्याप्त प्रभावी नहीं है। पारिश्रमिक का सबसे प्रभावी रूप पारिश्रमिक का एक संविदात्मक रूप है जिसमें मरम्मत सेवा कार्यकर्ता की गलती के कारण उपकरण टूटने की उपस्थिति के साथ-साथ ऑपरेशन के दावों की उपस्थिति के आधार पर भत्ते और बोनस की राशि की स्थापना के साथ पारिश्रमिक का एक अनुबंध है। अनुभागों के प्रमुखों से उपकरण की।
मरम्मत सेवा की दक्षता बढ़ाने के लिए, उद्यम में एक स्वचालित मरम्मत सेवा प्रबंधन प्रणाली का उपयोग करना उचित लगता है।
राष्ट्रीय प्रकृति, विकास और अनुसंधान और डिजाइन संगठनों के प्रस्तावों के दिशानिर्देशों और सिफारिशों का व्यापक उपयोग करना भी आवश्यक है।
मरम्मत सेवा की स्वचालित नियंत्रण प्रणाली एक कार्यात्मक प्रबंधन उपप्रणाली है, जब उपयुक्त संगठनात्मक और प्रशासनिक प्रभाग के साथ, मुख्य मैकेनिक का विभाग मुख्य समन्वय केंद्र और एकीकृत उद्यम प्रबंधन प्रणाली में एक आवश्यक कड़ी है। इस सबसिस्टम की शुरूआत कंप्यूटर और गणितीय विधियों का उपयोग करके, उपकरणों के रखरखाव और मरम्मत के लिए इष्टतम रणनीति, काम के दायरे की इष्टतम एकाग्रता और मरम्मत कार्य के विशेष उत्पादन की स्थितियों के लिए उपकरणों की एकाग्रता का निर्धारण करना संभव बनाती है। .
मरम्मत सेवा के लिए एक स्वचालित नियंत्रण प्रणाली की मदद से, उद्यमों के मशीन टूल पार्क की मरम्मत और रखरखाव के लिए एक ऐसा संगठन बनाना आवश्यक है, जिसमें श्रम, सामग्री और वित्तीय संसाधनों का इष्टतम उपयोग हो, और उपकरण डाउनटाइम न्यूनतम होगा।
मरम्मत विभागों के काम के सर्वेक्षण के आंकड़ों के आधार पर, मरम्मत उत्पादन के प्रबंधन के लिए एक आर्थिक और संगठनात्मक मॉडल विकसित किया जा रहा है, दस्तावेजों के एकीकृत रूप तैयार किए जा रहे हैं, एक वर्कफ़्लो योजना बनाई जा रही है और सूचना लिंक का एक मॉडल विकसित किया जा रहा है। , आर्थिक गणना के मशीनीकरण और स्वचालन के लिए आर्थिक और गणितीय तरीके और मॉडल चुने और विकसित किए जाते हैं, आवश्यक राशि निर्धारित की जाती है और तकनीकी साधनों की संरचना। आर्थिक और संगठनात्मक मॉडल मरम्मत उत्पादन के लिए बनाए गए सबसिस्टम का आधार है, इसके कामकाज के सिद्धांतों और प्रबंधन प्रणाली की संगठनात्मक नींव को निर्धारित करता है, और स्व-सहायक संबंधों के व्यापक विकास की आवश्यकता को भी ध्यान में रखता है, और अधिक पूर्ण भौतिक प्रोत्साहन के सिद्धांतों का उपयोग।
मरम्मत सेवा के लिए एक स्वचालित नियंत्रण प्रणाली को डिजाइन करते समय, मरम्मत उत्पादन की मुख्य समस्याओं को हल करने के लिए कार्यों का एक परस्पर सेट विकसित करना आवश्यक है। कार्यों का यह सेट कार्यात्मक नियंत्रण उप-प्रणालियों और उनके कामकाज के लिए आवश्यक सहायक उप-प्रणालियों के निर्माण पर केंद्रित है।
कार्यात्मक उपप्रणाली मरम्मत उत्पादन, पूर्वानुमान और दीर्घकालिक योजना, तकनीकी, आर्थिक और परिचालन योजना, लेखांकन, रिपोर्टिंग और आर्थिक गतिविधियों के विश्लेषण के साथ-साथ मरम्मत विभागों के काम के नियंत्रण और विनियमन की संगठनात्मक और तकनीकी तैयारी के लिए प्रबंधन कार्यों को लागू करती है।
सहायक सबसिस्टम में शामिल हैं: आर्थिक और संगठनात्मक, सूचना, गणितीय और तकनीकी सहायता सबसिस्टम। सहायक सबसिस्टम का मुख्य कार्य मुख्य मैकेनिक की सेवा की उत्पादन इकाइयों पर नियंत्रण प्रभाव विकसित करने के लिए कार्यात्मक सबसिस्टम और उत्पादन इकाइयों के बीच प्रसारित सभी सूचनाओं का परिवर्तन है।
यूई "पॉलिमरप्रोम" की मरम्मत सेवा के लिए एक स्वचालित नियंत्रण प्रणाली का विकास विशेष संगठनों द्वारा ग्राहक की भागीदारी के साथ या पर्याप्त संख्या में विशेषज्ञों की उपस्थिति में उद्यमों की ताकतों द्वारा किया जाना चाहिए।
मरम्मत सेवा के लिए एक स्वचालित नियंत्रण प्रणाली के उपप्रणाली को डिजाइन करते समय, निम्नलिखित कार्य पर विशेष ध्यान दिया जाना चाहिए:
1. उपलब्ध उपकरण पार्क का साइटों और समग्र रूप से उद्यम द्वारा एक स्वचालित लेखांकन का निर्माण; समय और क्षमता के संदर्भ में उत्पादन उपकरण के काम का उपयोग; मरम्मत में उपकरण डाउनटाइम के लिए लेखांकन; उपकरण और व्यक्तिगत इकाइयों, ब्लॉकों, भागों के प्रत्येक टुकड़े की खराबी और खराबी; मौजूदा उपकरण बेड़े के लिए स्पेयर पार्ट्स की आवश्यकताएं, उपलब्धता और आवाजाही।
आधुनिक कंप्यूटर प्रौद्योगिकी, लागू गणितीय विधियों और सामग्री और श्रम लागत के लिए प्रगतिशील मानकों के उपयोग के आधार पर एक नियोजित निवारक प्रणाली पर काम की स्थितियों में नियोजित गणना का स्वचालन।
विनियमित उपकरण स्नेहन का संगठन।
इसके मूल्यह्रास की डिग्री और आवश्यक मरम्मत लागत के आधार पर, खराब हो चुके उपकरणों को बदलने के लिए इष्टतम समय का निर्धारण।
मरम्मत सेवा की स्वचालित नियंत्रण प्रणाली के कामकाज की सफलता इस बात पर निर्भर करती है कि काम के निम्नलिखित चरणों को पूरी तरह और सही तरीके से कैसे किया जाता है: सामान्य प्रावधानों का विकास; मरम्मत विभागों के काम की पूर्व-डिजाइन (नैदानिक) परीक्षा; तकनीकी आलेख; विस्तृत डिजाइन; सबसिस्टम का कार्यान्वयन।
मरम्मत उत्पादन को कई विशिष्ट विशेषताओं की विशेषता है जो प्रबंधन प्रक्रिया और संरचनात्मक घटकों (मरम्मत विभागों) के तर्कसंगत संगठन को जटिल बनाते हैं। इन सुविधाओं में सबसे पहले, मरम्मत कार्य की विविधता शामिल है।
मरम्मत सेवा के लिए एक स्वचालित नियंत्रण प्रणाली शुरू करने की व्यवहार्यता का आर्थिक औचित्य आर्थिक दक्षता की गणना के साथ होना चाहिए।
यांत्रिक मरम्मत की दुकानों और दुकान की मरम्मत सेवाओं को यथासंभव विशिष्ट होना चाहिए, आधुनिक उपकरणों से लैस होना चाहिए जो प्रगतिशील प्रौद्योगिकी, उत्पादन के संगठन के उन्नत रूपों, मशीनीकरण के साधनों और उत्पादन प्रक्रियाओं के स्वचालन के उपयोग की अनुमति देता है।
मरम्मत टीमों के प्रदर्शन संकेतक टीम के सदस्यों के बीच काम के सही वितरण, कार्यस्थलों के प्रभावी संगठन, मरम्मत के आयोजन के प्रगतिशील तरीकों के उपयोग और कार्यस्थलों के रखरखाव के स्पष्ट संगठन द्वारा सुनिश्चित किए जाते हैं।
मरम्मत लागत और उपकरण डाउनटाइम को कम करने के लिए भागों का पुन: उपयोग एक महत्वपूर्ण आरक्षित है।
भागों की बहाली आपको 60-90% तक भागों की मरम्मत करते समय सामग्री और वित्तीय संसाधनों की खपत को कम करने की अनुमति देती है। पुनः निर्मित पुर्जों की लागत अक्सर नए हिस्से की लागत का 10-25% होती है।
निष्कर्ष
औद्योगिक उद्यमों में मरम्मत कार्य करते समय, मरम्मत सेवाओं के कुछ उत्पादन क्षेत्रों में एक ही प्रकार के काम की अधिकतम एकाग्रता के लिए प्रयास करना आवश्यक है। उन्हें सौंपे गए कार्यों और किए जाने वाले कार्य की मात्रा के अनुसार उन्हें पूरी तरह से बनाया और सुसज्जित किया जाना चाहिए।
उद्यम की मरम्मत सेवा में सुधार की मुख्य दिशाएँ हैं:
केंद्रीकृत विशेष उपकरण मरम्मत का संगठन;
उपकरणों के लिए स्पेयर पार्ट्स के विशेष उत्पादन का संगठन;
उपकरणों के निवारक रखरखाव की प्रणाली में और सुधार;
मानक तकनीकी प्रक्रियाओं के विकास के साथ-साथ मरम्मत कार्य के लिए सामग्री समर्थन सहित मरम्मत की तकनीकी तैयारी में सुधार;
योजना में सुधार, मरम्मत करने के लिए योजना और कार्यक्रम तैयार करने सहित।
उद्यमों में मरम्मत सुविधाओं के संगठन में निम्नलिखित दिशाओं में सुधार किया जा रहा है।
उद्यम की मरम्मत सेवाओं को यथासंभव विशिष्ट होना चाहिए, आधुनिक से लैस होना चाहिए या प्रगतिशील प्रौद्योगिकी के उपयोग की अनुमति देना, उत्पादन के संगठन के उन्नत रूप, मशीनीकरण के साधन और उत्पादन प्रक्रियाओं के स्वचालन की अनुमति देना चाहिए।
विशेष मरम्मत टीमों का सबसे प्रभावी उपयोग। उसी समय, जटिल टीमों को बनाने की सलाह दी जाती है जो टीम को सौंपे गए उत्पादन स्थल पर तकनीकी रखरखाव और उपकरणों की मरम्मत पर सभी काम करती हैं।
सबसे पहले, नोडल मरम्मत के प्रगतिशील तरीकों में से एक है। विधि का सार इस तथ्य में निहित है कि मरम्मत की आवश्यकता वाली इकाइयों और तंत्रों को हटा दिया जाता है और नए या पूर्व-मरम्मत वाले लोगों के साथ बदल दिया जाता है। इस पद्धति का उपयोग मरम्मत के दौरान न्यूनतम उपकरण डाउनटाइम को कम करना, मरम्मत की गुणवत्ता में सुधार करना और इकाइयों और तंत्रों की मरम्मत के सबसे तर्कसंगत संगठन की संभावना के कारण मरम्मत की लागत को कम करना संभव बनाता है।
इसके अलावा, मरम्मत लागत और मरम्मत के लिए उपकरण डाउनटाइम को कम करने के लिए एक महत्वपूर्ण आरक्षित भागों का बहु उपयोग है।
प्रयुक्त साहित्य की सूची:
1. बाकानोव एम.आई., शेरिमेट ए.डी. आर्थिक विश्लेषण का सिद्धांत। - एम।: वित्त और सांख्यिकी, 2011।
2. लाटफुलिन, जी.आर. संगठन सिद्धांत: विश्वविद्यालयों के लिए पाठ्यपुस्तक / जी.आर. लाटफुलिन, ए.वी. रायचेंको- एसपीबी।: पीटर, 2007।
3. मिलनर, बी.जेड. संगठन सिद्धांत: पाठ्यपुस्तक / बीजेड मिलनर- एम।: इंफ्रा-एम, 2008।
4. टर्टीशनिक, मिखाइल इवानोविच उद्यम का अर्थशास्त्र: विशेष 080101 "आर्थिक सिद्धांत" में अध्ययन करने वाले उच्च शिक्षण संस्थानों के छात्रों के लिए एक पाठ्यपुस्तक (03.07.2009 से समीक्षा 404 की पंजीकरण संख्या, एमजीयूपी) / एमआई टर्टीशनिक; बैकाल राज्य अर्थशास्त्र और कानून विश्वविद्यालय। - दूसरा संस्करण .. - मॉस्को: इंफ्रा-एम, 2010।
5. सर्गेव आई.वी. उद्यम अर्थव्यवस्था। - एम।: वित्त और सांख्यिकी, 2013।
6. संगठनों की आर्थिक गतिविधियों का विश्लेषण: पाठ्यपुस्तक / कुल के तहत। ईडी। डी। ए। पंकोवा, ई। ए। गोलोवकोवा। - दूसरा संस्करण।, रेव। - एम।: नया ज्ञान, 2013।
7. उद्यम में उत्पादन का संगठन (फर्म): पाठ्यपुस्तक। भत्ता / एड।: ओ। आई। वोल्कोव, ओ। वी। देवयत्किना - एम।: इंफ्रा-एम, 2010।
8. उद्यम अर्थशास्त्र: पाठ्यपुस्तक। इकोन पर विश्वविद्यालयों के लिए। विशेषज्ञ। / [में। जे। गोरफिंकेल और अन्य]; ईडी। वी। या। गोरफिंकेल, वी। ए। श्वंदर। - चौथा संस्करण .. - मॉस्को: यूनिटी-डाना, 2014।
9. उद्यम अर्थशास्त्र (आरेखों, तालिकाओं, गणनाओं में): 521600 "अर्थशास्त्र" / वीके स्किलारेंको [और अन्य] दिशा में नामांकित छात्रों के लिए एक पाठ्यपुस्तक; ईडी। वी। के। स्किलारेंको, वी। एम। प्रुडनिकोवा। - मॉस्को: इंफ्रा-एम, 2010।
10. एक उद्यम का अर्थशास्त्र (फर्म): अर्थशास्त्र में अध्ययन कर रहे उच्च शिक्षण संस्थानों के छात्रों के लिए एक पाठ्यपुस्तक। विशेषता / [ओ। आई। वोल्कोव और अन्य]; ईडी। O. I. Volkova, O. V. Devyatkina; बड़ा हुआ। अर्थव्यवस्था। अकाद उन्हें। जीवी प्लेखानोव। - तीसरा संस्करण।, रेव। और जोड़। - मॉस्को: इंफ्रा-एम, 2009।